

 Thanks:
Thanks:  Likes:
Likes:  Needs Pictures: 0
Needs Pictures: 0
 Picture(s) thanks: 0
Picture(s) thanks: 0
Results 61 to 75 of 145
-
21st August 2015, 09:38 PM #61
 GOLD MEMBER
GOLD MEMBER


- Join Date
- Dec 2007
- Location
- Melbourne
- Posts
- 3,277

Waldown produced two versions in terms of the fitting of chucks. A stub or JT6 where the chuck attaches directly, or the Morse taper which I believe is a number 2. You can also insert Morse taper Shank drills directly without a chuck in that model. They take different spindles but I believe the same quill. The Morse taper protrudes out of the head and has less workspace as a result.
I think Ray changed his over in that thread.�..Live a Quiet Life & Work with your Hands
-
21st August 2015 09:38 PM # ADSGoogle Adsense Advertisement
- Join Date
- Always
- Location
- Advertising world
- Posts
- Many
-
21st August 2015, 09:44 PM #62
Senior Member
- Join Date
- Dec 2013
- Location
- Sydney
- Posts
- 139
Thumbsucker,
No I didn't miss what you said about the tube, but the use of the word tube made me think you were going to sleeve the whole bore. What I'm suggesting, picking up on your question about a combined metric/imperial bearing, is essentially to modify the OD of a metric bearing with a thin loctited sleeve to make it have an imperial OD. Challenging, but possibly doable.
Graham.
-
21st August 2015, 10:22 PM #63
 GOLD MEMBER
GOLD MEMBER
- Join Date
- Mar 2006
- Location
- Earth
- Posts
- 3,567
DSEL74 - outside of the different ways to attach the chuck is the spindle dimensions the same? Can a stub or JT6 spindle be interchanged for a No. 2 Morse Taper Spindle between different machines.
 Originally Posted by DSEL74
Originally Posted by DSEL74

-
21st August 2015, 10:45 PM #64
GOLD MEMBER
- Join Date
- Dec 2007
- Location
- Melbourne
- Posts
- 3,277
Yes I believe that is what Ray did without further modifications needed. It may be in his thread in more detail or you could ask him. His was damaged and a used replacement was supplied from another members parts drill.
I compared my early Waldown with a 8SN III and the column is quite a different diameter. So assume nothing and check measure.�..Live a Quiet Life & Work with your Hands
-
22nd August 2015, 09:06 AM #65
GOLD MEMBER
- Join Date
- Sep 2008
- Location
- Petone, NZ
- Age
- 68
- Posts
- 2,823
So can Camos shaft, with broken off JT6 stub, be bored out to MT2? That would help out either Camoz, or Thumbsucker if Camoz doesn't want it. Or is the diameter too small at the point where the stub broke off? Originally Posted by DSEL74
Cheers, Vann.Gatherer of rustyplanestools...
Proud member of the Wadkin Blockhead Club .
.
-
22nd August 2015, 10:40 AM #66
SENIOR MEMBER
- Join Date
- Nov 2011
- Location
- Newcastle NSW
- Posts
- 775
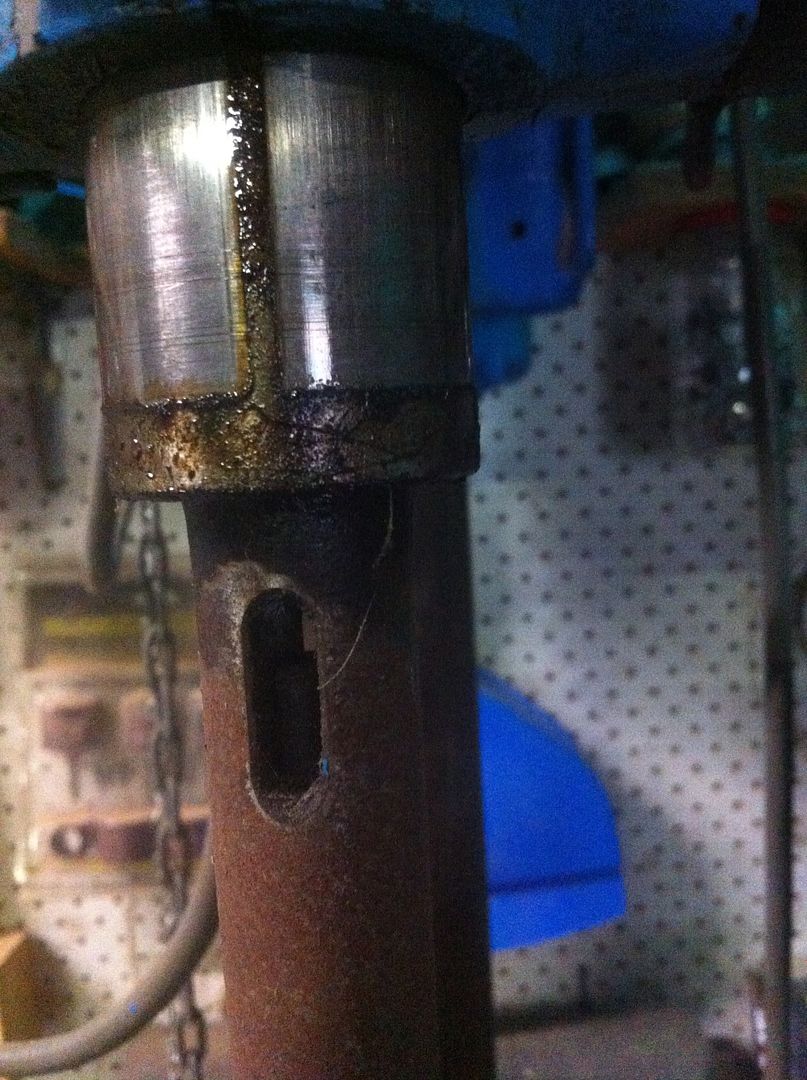
Good thinking Vann, but unfortunately I don't think that would be possible. This is my spindle assembly Originally Posted by Vann

That bright ring around the fracture is the inner racer for the bearing, it's basically snapped off at this point

So all that is really left is the 16.5mm shaft, and I'm guessing based on the appearance at the fracture, this area is hardened, so even if their was enough meat on the bone, I'm guessing the metal working guys would say the same thing about boring this out?
Cheers,
Camo
-
22nd August 2015, 11:16 AM #67
SENIOR MEMBER
- Join Date
- Nov 2011
- Location
- Newcastle NSW
- Posts
- 775
Thumbsucker,
If you don't mind, I think it might be time to get some measurements listed (not what it is out by), this will enable people to check their machines for you, and perhaps give you an idea of what options their are for you in second hand machines.
Also I am a bit confused by these statements:
Originally Posted by thumbsucker
I was thinking from your first statement you would need a 0.15mm tube, Dale has agreed with you for needing a wall thickness of 0.3mm, with using 0.3mm shim as this will effectively be making a Brass tube with a wall thickness of 0.3mm, so perhaps I am misunderstanding the 0.3mm difference you are referring to in your first statement (is it a difference of diameter or radius, 0.3mm overall or 0.3mm either side or am I completely misunderstanding what and how your measuring, seems I probably am)?? Or perhaps my mind isn't operating correctly and I shouldn't operate any heavy machinery today Originally Posted by thumbsucker

I think for this purpose I would disregard the internal pieces (bearings, inner shaft etc.), what is this measurement:

and I have not taken my top pulley off yet, so not really sure I understand what is going on up the top (other than the shaft obviously engages with something), so perhaps an outside measurement of whatever assembly slots into the cast at the top, and perhaps a picture of the assembly. I'm happy to take my pulley off and check mine for you. What is the procedure for removal, I'm assuming hold the spindle and remove the nut on top of the spindle? Is the Nut left or right hand?
Cheers,
Camo
-
22nd August 2015, 03:21 PM #68
GOLD MEMBER
- Join Date
- Mar 2006
- Location
- Earth
- Posts
- 3,567
Okay - In the name of clarity to simplify things lets start by ignoring ALL comments, measurements & discussions up to THIS POINT - forget about the upper sleeve, forget about the quill, forget about the shim, sabot & ball bearings. I need to find (1) replacement part the spindle. The spindle should be a Morse Taper No. 2, however the morse taper section is missing.
The spindle has 8 spokes, with each spoke being 1.3mm deep.
Here is the photo of the spindle with all dimensions marked.
IMG_4883 (1).jpg
Camo -
it look like you have removed the quill from the cast iron head. The spindle is held to the quill vi a circclip.
1 - you need to remove the circclip at the bottom of the quill
2- tapping the top end of the spindle with rubber mallet the spindle should pop out, with a ball bearing.
-
22nd August 2015, 09:22 PM #69
SENIOR MEMBER
- Join Date
- Nov 2011
- Location
- Newcastle NSW
- Posts
- 775
OK, took some measurements of the spindle, unfortunately my micrometers have not returned from my last family lend out, so I am using digital callipers, so bear this in mind when relying on these measurements.
I already had the spinldle removed from the quill (just still have one bearing mounted.

I was running short on time, so the ones I checked were the 15.9 & 17, these matched. The lengths were different, 138.5 on mine was 136.3, the 131.5 matched and the 32.2 was 27.7 to the start of the JT6 taper.
So imperial spindle? The one in the radial arm drill I will try to confirm the 15.9mm (this is all I will be able to access without removing the spindle) tomorrow.
I also got my father-in-law a Waldown a few years ago. He took this photo for me:
So might be another one to measure.
Thanks for the step by step on removing the spindle from the quill, but it's the pulley end I have not played with yet.

I assume that nut at the top is removed, left hand or right hand nut?
Cheers,
Camo
-
22nd August 2015, 10:07 PM #70
GOLD MEMBER
- Join Date
- Mar 2006
- Location
- Earth
- Posts
- 3,567
Camo - are you also in need of a replacement spindle for your Waldown? It is to be expected that dimensions may vary over time. I will measure mine again, to confirm length that do not match yours.
Camo - you will simple need a wrench to turn the nut, just turn it one way and see if it loosens. The problem is that you will need to hold & turn the pulley in the opposite direction to the nut (I used vice grips on the pulley) as the pulley will spin with the nut otherwise. Mine came apart easy.
-
22nd August 2015, 10:53 PM #71
GOLD MEMBER
- Join Date
- Dec 2007
- Location
- Melbourne
- Posts
- 3,277
I might suggest you compare your metric measurements with common imperial measurements as the machine is imperial. So for example you had one dimension as 25.3mm I would suggest it should be 25.4mm which is 1"
Of course it could be 25.3 invite has to fit inside a 1" bore, and have a tolerance. So the difference would be in thou's. I'm born and educated in metric so don't really get my head around imperial.�..Live a Quiet Life & Work with your Hands
-
23rd August 2015, 12:00 AM #72
SENIOR MEMBER
- Join Date
- Nov 2011
- Location
- Newcastle NSW
- Posts
- 775
This one has become my parts machine. My 2M is my woodworking drill press, my 3M is my metalworking drill, and the radial arm, I am trying to decide if I can justify owning it, if not I will sell it. I bought the 8SN as the 2M was missing 2 handles, the 8SN apparently had a burnt out motor, so I got it for practically nothing. The burned out motor turned out to be loose wires Originally Posted by thumbsucker
 , so when I saw the radial arm drill which again sold for nothing due to the broken spindle (not too many people in the market for a drill press that you can't put a chuck on
, so when I saw the radial arm drill which again sold for nothing due to the broken spindle (not too many people in the market for a drill press that you can't put a chuck on ), I decided I could make one of them complete for far far less than a complete one would cost.
), I decided I could make one of them complete for far far less than a complete one would cost.
So I'm in a very different situation to you, I could happily keep the radial arm for those once in a while times that the 3M doesn't have the reach, but the 8SN has no useful place in my workshop, the 8SN is a nice drill press, but it is the little brother compared to the 2M and 3M.
Obviously finding another 8SN with a donor spindle, just means I end up with the same problem in another drill press. Personally if I was going to try to replace my broken spindle, I would just swap out the entire quill, I see no benefit in swaping the spindle alone. The key is determining what the seller can easily measure for me to be able to determine if what they have is a metric or imperial (no seller is going to remove there spindle to give measurements).
Cheers,
Camo
-
24th August 2015, 08:48 PM #73
GOLD MEMBER
- Join Date
- Mar 2006
- Location
- Earth
- Posts
- 3,567
Thanks to the kindness of Jhovel. Who has come to providing a solution to my & camo spindle problems.
Jhovel will weld on a new 1" section of a tough steel and machine a new No2 Morse Taper socket for us on to our broken spindles.
kwijibo99 via PM has informed me that:
A giantThe table has been fully scraped in so its nice and flat now and the broken studs have been removed from the hand feed hub.
The hole in the base has been filled and came up pretty nice and now only needs to be drilled.
My plan is to take a few skim cuts off the surface of the base with a face mill to clean it up then hand scrape it so it matches the table. for Jhovel & kwijibo99.
for Jhovel & kwijibo99.
With Jhovel sorting out the spindle and kwijibo99 the cast iron table & base. There are only two items that remain:
1 - find some 1/2" steel rod with a 1/2" BSW thread on both end to fit into the hand feed hub as handles.
2 - find a good quality keyless chuck. I looked at a Albrecht but that seems to much accuracy for a woodworking machine not to mention the cost $400 plus. Any other brand suggestions in the $100 to $200 range? Nothing Chinese please.
Then off to the powder coaters she goes. Then back to my place for assembly and power up.
-
25th August 2015, 12:13 AM #74
SENIOR MEMBER
- Join Date
- Nov 2011
- Location
- Newcastle NSW
- Posts
- 775
Yep I have to say it was a good way to wake up, reading a PM from Joe, very excited and grateful! I had my 8SN written off as a parts machine, I certainly don't have the metalwork skills to do what Joe is planning. Originally Posted by thumbsucker

Thumbsucker,
Do you have the plastic knobs already, or what is your plan there? How many rods do you need?
Cheers,
Camo
-
25th August 2015, 10:39 PM #75
GOLD MEMBER
- Join Date
- Mar 2006
- Location
- Earth
- Posts
- 3,567
Camo I need three rods and three knobs. The drill press came with two rods broken off inside, and the third simple had a large bolt threaded in place. Originally Posted by camoz
It easy find metric knobs on eBay but we will need 1/2" bsw.
Any suggestion were I can find them?


 Reply With Quote
Reply With Quote






Similar Threads
-
Help me get to know my new (old) Waldown drill press
By wsal in forum GENERAL & SMALL MACHINERYReplies: 13Last Post: 1st October 2014, 05:30 PM -
Waldown drill press
By eskimo in forum EBAY, GUMTREE, AMAZON (and other sale sites) Metalwork ONLYReplies: 1Last Post: 10th September 2014, 10:55 AM -
Waldown drill press
By camoz in forum ANTIQUE AND COLLECTABLE TOOLSReplies: 8Last Post: 26th January 2013, 10:15 PM -
Waldown Drill Press
By KevM in forum METALWORK FORUMReplies: 24Last Post: 1st September 2011, 01:31 AM -
Waldown drill press
By mikm in forum GENERAL & SMALL MACHINERYReplies: 5Last Post: 17th August 2009, 10:35 AM
