

 Thanks: 0
Thanks: 0
 Likes: 0
Likes: 0
 Needs Pictures: 0
Needs Pictures: 0
 Picture(s) thanks: 0
Picture(s) thanks: 0
Results 16 to 30 of 40
-
15th January 2012, 03:36 PM #16
 GOLD MEMBER
GOLD MEMBER


- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132

Hi Bryan,
Yep, I've had the same problem, not with HSS but with carbide where the chip breaker just doesn't work for the material.
Also, I have the exact same problem turning some plastics, nylon, UHMW poly.. etc
My solution has been just go slow and stop all the time to clear up.
Regards
Ray
-
15th January 2012 03:36 PM # ADSGoogle Adsense Advertisement
- Join Date
- Always
- Location
- Advertising world
- Age
- 2010
- Posts
- Many
-
16th January 2012, 12:37 AM #17
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Bryan,
Just adding another dimension to the problem...
I tried a bit of 4140 with a SECO WNMG 060408-M3 TP1500, and also tried SECO WNMG060404-M3 TP2000,
At 950 rpm, and 1mm DOC I get good finish with the 08 NR, but stringy swarf that doesn't break..
By reducing the DOC, to about 0.5 the stringy swarf starts to break (I guess because it's thinner)
The 04 NR insert gives a slightly better finish, but still won't break the chips...
Cranking up the revs to 1500 gives better finish still, but is a bit scary with a continuous razor sharp swarf coming off....
So, I'm no help, just illustrating the problem is not limited to HSS..
Regards
Ray
-
16th January 2012, 07:34 AM #18
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- sydney
- Age
- 64
- Posts
- 3,566
What feed rates were you using?
-
17th January 2012, 11:39 PM #19
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi PC, Apologies for the slow reply, I've been working away for a few days, If I remember correctly it was the slowest feed rate I could get... maybe 0.03 mm/rev. Originally Posted by pipeclay
Originally Posted by pipeclay

I seem to recall you were making Hercus parts from 4140, what did you find were the best methods of breaking the chips?
Regards
Ray
-
18th January 2012, 02:41 AM #20
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- sydney
- Age
- 64
- Posts
- 3,566
Most of what I turn is run at around 800RPM for material around 50 dia and less,occasionally I will increase speed to around 1200RPM for smaller dia stuff but this is usually around 12 dia.
If I am using the Hercus I am limited with standard pulleys to around 800 RPM unless I increase pully size.
With larger material 50 dia plus I run from 400RPM and lower.
I tend to keep my feed rate at the nose radious or under,but not by a lot.
I tend to set my cuts for roughing so as not to stall the lathes.
I dont usually have any problems with chips with High Tensile,when machining 1020 I occasionally have wirey swarf but this is usually eliminated by playing with machining parameters.
I tend to only purchase/use .2/.4 nose radious tips,in ccmt,dcmt,tcmt,wmng.
-
18th January 2012, 03:49 PM #21
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Thanks PC,
I've been checking the SECO catalog, and they class 4140 as group 4 (that's just their numbering scheme) but for that group (and the inserts I've got) they recommend 300 m/min, that's roughly around 2000 rpm for 50mm diameter, and a feed rate of 0.15 to 0.5 mm/rev.
Nearest I could get to that would be 1500 rpm and crank up the feed rate.. might give it a try later just for interest's sake.
Regards
Ray
-
18th January 2012, 04:11 PM #22
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- sydney
- Age
- 64
- Posts
- 3,566
Dont forget that most if not all machining parameters covered in the web sites catolouges of manufacturers or suppliers are relating to CNC not manual backyarders.
-
18th January 2012, 04:28 PM #23
.
- Join Date
- Nov 2008
- Location
- Perth WA
- Age
- 71
- Posts
- 5,650
Exactly the reason why some of us fumble our way through the carbide jungle. I had an orphan Seco CCGT insert, that I'd got from who knows where, and it cut 4140 beautifully. I snapped both corners off in acts off stupidity and then discovered that it was a grade superseded years ago. Most grades sold by the likes of Seco, Kennametal ... are extremely specific in what they are designed to machine and also the conditions that they are to be used in. It's hard work. Originally Posted by pipeclay

BT
-
18th January 2012, 06:41 PM #24
SENIOR MEMBER
- Join Date
- Jun 2011
- Location
- Australia east coast
- Age
- 71
- Posts
- 1,469
Many years ago when I was machining a fair bit of 4140 at TAFE, the basic rule for getting chips to break was, up the speed and up the feed. Originally Posted by RayG
PDW
-
27th January 2012, 02:34 PM #25
GOLD MEMBER

- Join Date
- Mar 2011
- Location
- Dural NSW
- Age
- 82
- Posts
- 1,120
Long stringy chips
Bob Originally Posted by Anorak Bob
Thank so much, I recieved the 4140 steel pieces by post today, 36mm dia or 1.425" dia
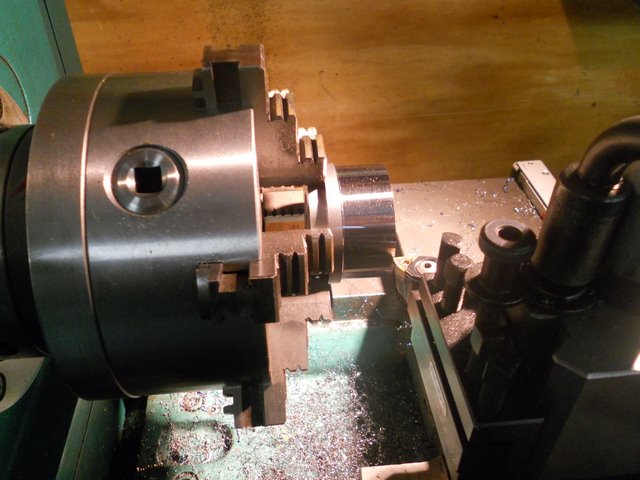
Set a piece up in the lathe with the same HSS Toolbit with its ground "chipbreaker" on its top face, as shown in previous post, machining mild steel.
The 260 Hercus Lathe speed set at 140 rpm in backgear with a .005" feedrate per rev.
Depth of cut 1/8th inch or 3mm
Coolant Water soluble oil.
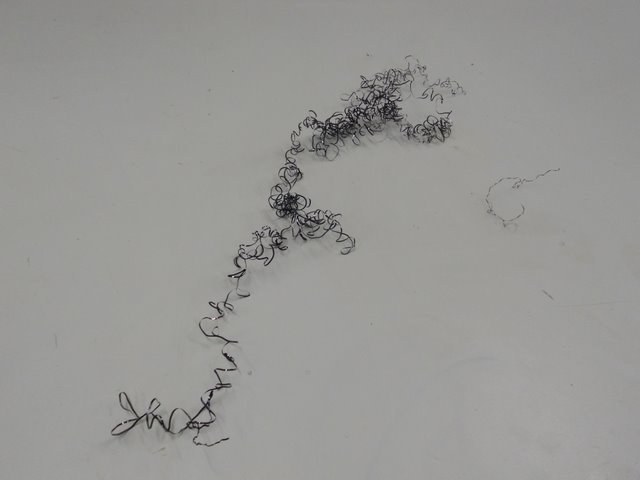
Result...Chips came off in short acceptable spirals, I could hear the lathe was "working" but not overloaded. When the coolant was turned off chips became blue & with the HSS toolbit I would say tool life would be short. The coolant was necessary for machining this material with HSS tools.Although I was using a fairly lean oil to water ratio, I believe a ratio of more oil to water would be advantageous.
Photos of the trial are shown including a photo of the chips.
Thanks again for your assistance in providing the trial pieces,
regards
Bruce
-
27th January 2012, 02:52 PM #26
GOLD MEMBER
- Join Date
- Mar 2011
- Location
- Dural NSW
- Age
- 82
- Posts
- 1,120
More info
Additional to the above I did try increasing speed to 300 rpm.
With the same depth of cut & feed rate.
The lathe did not like it however when depth of cut was reduced to 1/16th all went well.
So perhaps with HSS tools the lesser depth of cut & higher surface speed could be desirable
regards
Bruce
-
27th January 2012, 03:10 PM #27
Distracted Member
- Join Date
- May 2010
- Location
- Lower Lakes SA
- Age
- 58
- Posts
- 2,557
Thanks Bruce. I have some 4140 somewhere. When I get around to using it I'll do some similar tests and post results for comparison. Pretty sure the stuff I first posted about wasn't 4140 though.
-
27th January 2012, 04:55 PM #28
.
- Join Date
- Nov 2008
- Location
- Perth WA
- Age
- 71
- Posts
- 5,650
Yesterday I made a pair of tee nuts from 1" 4140 to suit some helix clamps I bought for the mill. Using a Kennametal KC 5025 grade insert at 900 rpm with a depth of cut of 0.020" and a feed of 0.003", the results were o.k. Hand feed on the 45 degree bevels resulted in some tearing. The results achieved with the mill were appalling. I should have used a better cutter. The 3/4" slot drill I used works well enough in forgiving cast iron but not so in 4140. Parting off with a no rake HSS tool was effortless.
There is a lot of tearing evident in your test turning Bruce. How about a higher speed and shallower cut?
BT
p.s. Bruce you added another post while I was one finger typing. How about a MUCH higher speed?
-
27th January 2012, 05:19 PM #29Dave J Guest
Neat idea for the T nuts Bob, and they turned out well.

-
27th January 2012, 05:36 PM #30
GOLD MEMBER
- Join Date
- Mar 2011
- Location
- Dural NSW
- Age
- 82
- Posts
- 1,120
Higher speed
Bob
I left the piece set up so that I could try other variables like you suggested.
Here is a photo of the finish obtained from the same roughing tool.
The speed was increased to 800rpm & the feed rate reduced to .0025" per rev.
The smaller dia has the 800rpm @.005" per rev feed.
The second larger dia has the 800rpm @ .0025" per rev feed.
However for roughing deep 1/8" cuts & rapid stock removal without finish in mind the slower speed & .005" per rev feed rate gives the best result with the HSS tool & coolant. in terms of metal removal rates
The shallow cuts at high speed do tend to produce the long stringy chips.
I could sharpen a HSS finishing tool to get better finishes on this 4140 steel, if required.
regards
Bruce


Similar Threads
-
Stringy Bark I think
By Tony Morton in forum WOODTURNING - GENERALReplies: 7Last Post: 23rd June 2011, 05:53 PM -
Red Stringy Pencils
By dai sensei in forum WOODTURNING - PEN TURNINGReplies: 11Last Post: 13th December 2010, 10:18 PM -
red stringy table and bed
By natural edge in forum WOODWORK PICSReplies: 11Last Post: 25th March 2009, 11:37 PM -
stringy bark
By dave1963 in forum TIMBERReplies: 20Last Post: 8th October 2006, 11:00 PM
