

 Thanks:
Thanks:  Likes:
Likes:  Needs Pictures: 0
Needs Pictures: 0
 Picture(s) thanks: 0
Picture(s) thanks: 0
Results 1 to 15 of 18
Thread: MT2 Pin-Chuck holder advice
-
15th November 2014, 04:49 PM #1
 Senior Member
Senior Member


- Join Date
- Jan 2014
- Location
- Northern Beaches, NSW
- Posts
- 287
 MT2 Pin-Chuck holder advice
MT2 Pin-Chuck holder advice
Guys,
I acquired an old Stanley hand drill today, FOC - its in good condition but I really wanted it for the small pin chuck.
- its in good condition but I really wanted it for the small pin chuck.
The shaft on the drill has a 7/16" x 26tpi thread on which the chuck screws. I can get an appropriate button die of eBay but my question relates to the MT2 blanks that are available on eBay.
I suspect this is a newbie type of question, but if I don't ask I won't know / learn
A search from recent threads found these 5 by Chronos...
http://www.ebay.com.au/itm/301014190...84.m1423.l2649
The ad says that they have a 1" DIA x 1" long soft end and a 3/8 BSW thread for a draw bar.
How would you suggest I use one of these blanks? I need 1.25" long rather than the 1.0" on the blank. The DIA also needs to be turned down to 7/16" (11.11mm) but there is a 3/8" (9.5mm) thread in the end which would leave very little to tap my thread into.
Should I buy another blank without the 3/8 thread in the end or something else?
My first thought was part off the soft end and drill the centre of the MT2 for 0.5" and press in a new end that I could turn to size.
Any thoughts or advice?
Thx
J
-
15th November 2014 04:49 PM # ADSGoogle Adsense Advertisement
- Join Date
- Always
- Location
- Advertising world
- Posts
- Many
-
15th November 2014, 05:17 PM #2
Blacksmith, Cabinetmaker, Machinist, Messmaker
- Join Date
- Dec 2011
- Location
- Canberra
- Age
- 40
- Posts
- 4,467
Hi Jon
The 3/8 thread is in the other end of the morse taper, for a draw bar. You may need to make a tang up from a 3/8" bolt so you can eject it.
Ew1915 17"x50" LeBlond heavy duty Lathe, 24" Queen city shaper, 1970's G Vernier FV.3.TO Universal Mill, 1958 Blohm HFS 6 surface grinder, 1942 Rivett 715 Lathe, 14"x40" Antrac Lathe, Startrite H225 Bandsaw, 1949 Hercus Camelback Drill press, 1947 Holbrook C10 Lathe.
-
15th November 2014, 05:38 PM #3
Senior Member
- Join Date
- Jan 2014
- Location
- Northern Beaches, NSW
- Posts
- 287
 Originally Posted by Ueee
Originally Posted by Ueee


Thanks Ew. That sorts out that 'problem'! Next question is how would you guys suggest I go about getting a 1.25" long shaft to thread?
I was thinking I could turn the 1" long shaft to say 6mm or 7mm DIA and then press a 1.5" long piece onto that and then turn it down to accept the 7/16" button die. Does this sound like the best way?
Thx
J
-
15th November 2014, 05:56 PM #4
Cba
- Join Date
- Aug 2007
- Location
- Melbourne
- Age
- 68
- Posts
- 1,417
They make blank MT2 arbors with larger soft cylindrical sections too. Obviously they cost more, because they must start with a larger diameter rod to make them. Postage is higher too, as it is heavier. Here an example from Ebay, MT2 blank arbor with a 50mm long and 44mm diameter soft cylindrical section, the shank is left soft too so you can drill and tap it for whatever drawbar thread you like:
http://www.ebay.com.au/itm/NEW-2MT-B...item1c2ea6aec3
-
15th November 2014, 06:16 PM #5
Senior Member
- Join Date
- Jan 2014
- Location
- Northern Beaches, NSW
- Posts
- 287
Funnily enough this is the other one Ive got saved in my eBay. The only thing I thought with the Myford one is that the price is for one (not 5 like the Chronos ones) and Id be turning most of it down/away to get to 7/16... Originally Posted by cba_melbourne
Which would you guys go for? The Myford one that could be turned down to size, or the Chronos one that Id need to press a collar onto and then turn that down?
Thx
J
-
15th November 2014, 10:39 PM #6
GOLD MEMBER
- Join Date
- May 2011
- Location
- Murray Bridge SA
- Posts
- 3,339
A simple way I'd go about it is to mount the M2 taper in the lathe, drill and tap the 7/16 unf and fit a HT bolt thread in it with loctite or similar. No other machining required.
Kryn
-
16th November 2014, 07:18 AM #7
Senior Member
- Join Date
- Jan 2014
- Location
- Northern Beaches, NSW
- Posts
- 287
Sorry Ken, should have said before - Its a BSC (British Standard Cycle) thread - 26TPI so using a standard bolt is a no go.
I was thinking over night though that it is within my capabilities to drill out the centre and press an extension piece in and the turn the whole piece down as one. This way would save a bit of cash but more importantly give me more practice at close tolerance fits.
Think I'll go this way.
Thanks.
J
-
16th November 2014, 08:10 AM #8
SENIOR MEMBER
- Join Date
- Sep 2011
- Location
- Ballarat
- Age
- 65
- Posts
- 2,659
Hi J,
are you sure it is BSC and not BSB (British Standard Brass) 26 TPI.
Could you screwcut a short length of 7/16" rod to suit then drill and tap the MT blank (as has been suggested with the short section of bolt thread with the head cut off).
I am not sure of your facilities but I would turn the whole thing including the Morse taper out of a bit of 1" shaft.
Phil
-
16th November 2014, 08:29 AM #9
Golden Member
- Join Date
- Sep 2012
- Location
- Yorkshire UK
- Posts
- 733
Hello J,
I find this thread confusing.
I'm assuming that you want to use the Stanley pin chuck by putting it on the end of a 2MT mandrel. If this is the case the one with a 1" long 1" diameter end will turn down so that you can use a die to thread it, or since the Myford has threading capabilities, just turn it to size and single point the thread. You will of course have to set the gearbox or change wheels to get the correct pitch.
A drawbar through the spindle would be a good idea anyway ! At least there would be no danger of side loading from the turning popping out the tapered mandrel.
Apology's in advance if I'm mistaken.
Best Regards:
BaronJ.
-
16th November 2014, 09:20 AM #10
Senior Member
- Join Date
- Jan 2014
- Location
- Northern Beaches, NSW
- Posts
- 287
Oh heck, looks like my literary skills are particularly poor & confusing - that means its time for pictures to paint some words
However, in a nutshell, yes I want the MT2 mandrel on the end of the pin chuck. I want to use it in the tailstock of my lathe.
My lathe is a metric Hercus 260 ATML and I don't have any imperial conversion gears.
As for the BSB / BSC thread. I have used this page as my source of reference:
http://www.britishfasteners.com/threads/bsc.html
It suggests BSB is a 55^ Whitworth thread - My 60^ screw gauge suggests the thread is a 60^. Also, the 7/16" is not a standard size on BSB whereas it is on BSC. Having said all that, no I'm not certain.
Pic 1: Confirming 1.25" length required.
photo 1.jpg
Pic 2: Confirming 26TPI and 60^
photo 2.jpg
Pic 3: Confirming 7/16 DIA
photo 3.jpg
Thanks for your patience and help thus far! Im loving learning a completely new skill (not that I have any skill yet )
)
Jon
-
16th November 2014, 11:36 AM #11
Senior Member
- Join Date
- Oct 2008
- Location
- Cairns, Q
- Posts
- 351
Jon,
Have you considered making your own Morse taper arbor for the job? It is not difficult to copy an existing Morse taper, and a 2MT can be made from either 3/4" or 19mm or 20mm stock, with minimum waste of material.
Put a 2MT centre, drill or other 2MT tool between centres in the lathe. Use an indicator in the tool post to set the topslide angle to the angle of the morse taper so there is no movement of the indicator needle as you wind the topslide along the taper, making sure the indicator tip is at the lathe centre height.
Set your stock up between centres, and cut the taper on the tailstock end using the topslide. Mounting it between centres allows you to remove it from time to time to check the fit in the tailstock or other 2MT socket, and slightly alter the topslide angle to correct any minor variation from the correct taper if necessary. When the taper is finished mount the workpiece in the headstock taper, using an adaptor if necessary, and cut the 7/16" section to the required length, using the tailstock centre to support the free end, then at least start to cut the thread for the chuck while it is still in the lathe, using the tailstock ram to ensure the die starts square on the 7/16" section.
Once set up for cutting a morse taper, I usually make a few spares for later use. You can, of course, use a larger diameter piece of stock for the spares if you anticipate needing a parallel section larger than 3/4" on future projects. If you expect to need to use a drawbar on the any of the spares, drill and tap the workpiece with a suitable thread before setting it up to cut the taper. If you do thread the small end of the arbor for a drawbar, use a centre drill large enough to provide a proper bearing surface for the tailstock centre after the drawbar has been drilled.
Frank.
-
16th November 2014, 01:34 PM #12
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- sydney
- Age
- 64
- Posts
- 3,566
Enjoy the exercise and gain the knowledge,make your own.
-
17th November 2014, 12:31 AM #13
Golden Member
- Join Date
- Sep 2012
- Location
- Yorkshire UK
- Posts
- 733
Hi Jon,
You do not need to go the full 1.25" inches. One inch is plenty. I have the same chuck somewhere kicking about. Yes if I can lay my hands on it quickly, I'll take a photograph. From memory the jaws close completely and will grab a hair. The threaded spindle pushes the spring loaded jaws up a tapered cone to close them. Again from memory the jaws only move about 1/2" or so from fully open to fully closed. Originally Posted by ventureoverland
I have a sneaky suspicion that you may have to single point those threads ! The right die could be very hard to come by.Pic 2: Confirming 26TPI and 60^
photo 2.jpg
Pic 3: Confirming 7/16 DIA
photo 3.jpg
Thanks for your patience and help thus far! Im loving learning a completely new skill
JonBest Regards:
BaronJ.
-
29th November 2014, 10:02 PM #14
Senior Member
- Join Date
- Jan 2014
- Location
- Northern Beaches, NSW
- Posts
- 287
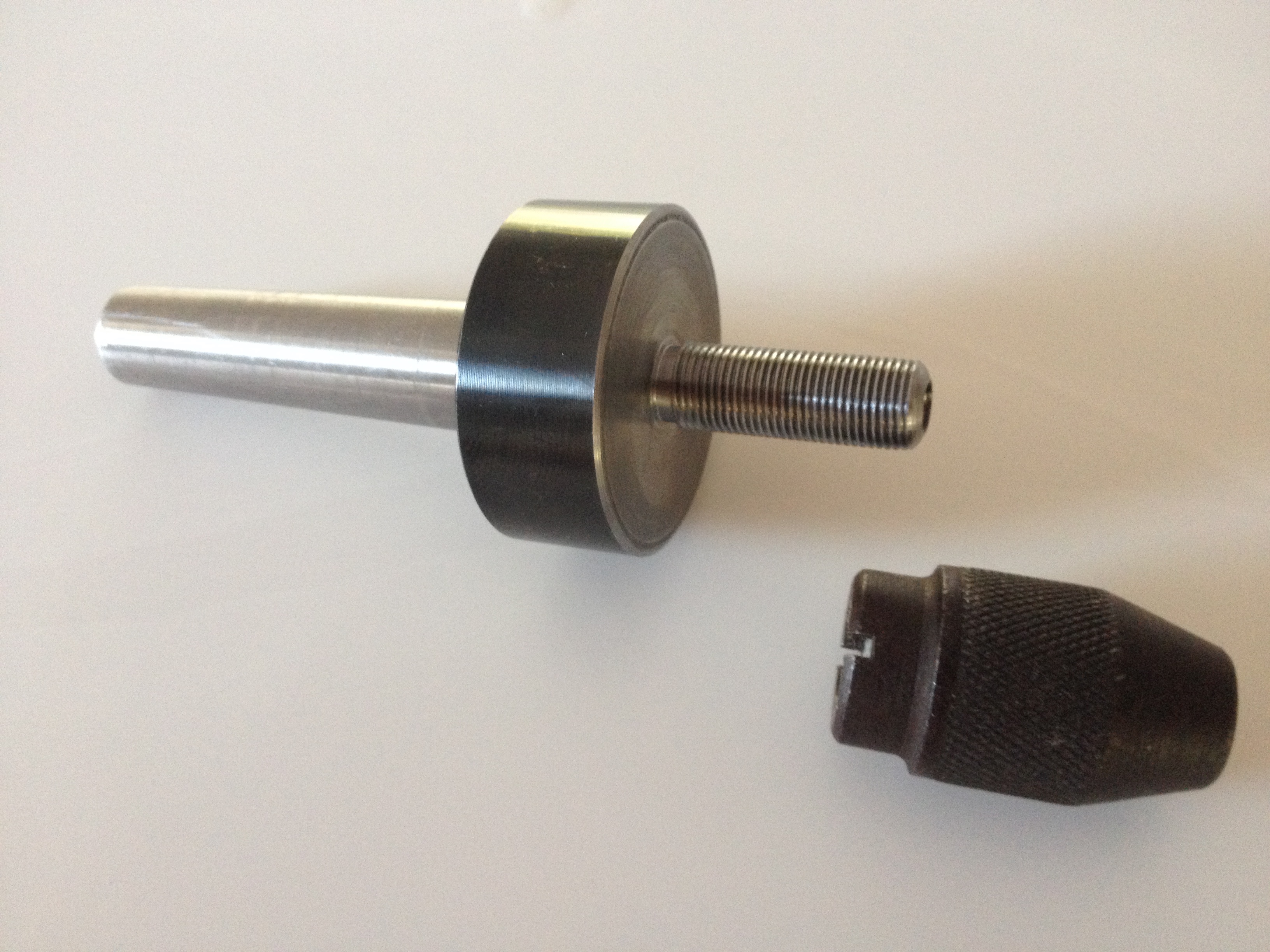
Well after so many offered so much advice I thought it only fair I post a few pics of my finished chuck
 MT2 Taper - Stanley Chuck #2 by Jon_Kelly, on Flickr
MT2 Taper - Stanley Chuck #2 by Jon_Kelly, on Flickr
 MT2 Taper - Stanley Chuck #1 by Jon_Kelly, on Flickr
MT2 Taper - Stanley Chuck #1 by Jon_Kelly, on Flickr
I managed to pick up a 7/16 BSC HSS tap and a matching carbon die off eBay. Needed the tap to clean the threads in the old chuck. Carbon die worked fine.
I went for the Myford arbour in the end, purely because of the 2" x 2" stock on the end of the MT2. If I had a knurling tool I would have knurled the bit Ive left black. Still works fine though, plenty big enough to get a grip on it while tightening the chuck.
The only thing I need to do is put the arbour in the chuck and drill and tap some sort of extension bolt in the back of the MT2. When I put it in the tailstock, it slightly too short to auto-eject.
R
J
-
30th November 2014, 01:10 AM #15
Golden Member
- Join Date
- Sep 2012
- Location
- Yorkshire UK
- Posts
- 733
A trick I've used a time or two for tapers that are too short for the Myford tailstock is to use a thick plastic washer behind the head. That knocks the taper out when it hits the tailstock body.
Best Regards:
BaronJ.




Similar Threads
-
Chuck advice
By floody_85 in forum WOODTURNING - GENERALReplies: 18Last Post: 6th November 2012, 02:26 PM -
Chuck advice...
By Yonnee in forum WOODTURNING - GENERALReplies: 11Last Post: 18th June 2012, 10:48 PM -
Metal Lathe tool holder advice
By wjcoll in forum METALWORK FORUMReplies: 33Last Post: 1st March 2012, 03:42 PM -
Chuck key holder
By IanW in forum HAND TOOLS - POWEREDReplies: 15Last Post: 7th April 2011, 02:05 PM -
ER11 Collet Chuck Holder
By triden in forum CNC MachinesReplies: 5Last Post: 21st November 2010, 12:14 PM
