

 Thanks: 0
Thanks: 0
 Likes: 0
Likes: 0
 Needs Pictures: 0
Needs Pictures: 0
 Picture(s) thanks: 0
Picture(s) thanks: 0
Results 181 to 195 of 211
-
16th March 2012, 10:47 AM #181
 GOLD MEMBER
GOLD MEMBER


- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 7,775

Hi Ray,
lucky you arent Canadian lol
So it works along the same lines as the star washer dressers of old?
Stuart
-
16th March 2012 10:47 AM # ADSGoogle Adsense Advertisement
- Join Date
- Always
- Location
- Advertising world
- Posts
- Many
-
16th March 2012, 04:13 PM #182
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Stuart,
There's a thread on PM which has some good tips on how the brake truing is used, I found a post by "CarbideBob" which has the following pictures.
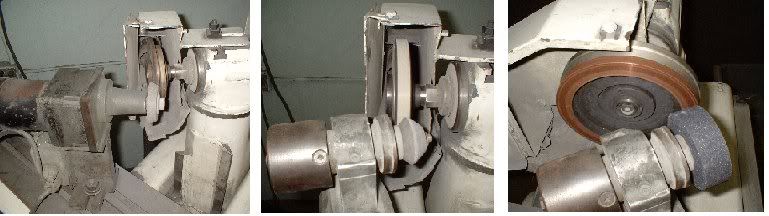
I'm still a bit unclear on how it works, but I guess I'll find out soon enough...
It definately needs a better name than "Brake Controlled Wheel Truing Device" which is all I can find it being referred to as.. A better name might be "Rotary Dresser" perhaps...
Regards
Ray
PSBetter warn GQ about that...lucky you arent Canadian lol
-
16th March 2012, 05:44 PM #183
Novice
- Join Date
- Jun 2011
- Location
- bankestown, NSW
- Posts
- 10
more details found about a BrakeControlledTruingDevices.pdf
Here is a link I found after googleing BrakeControlledTruingDevices.pdf
http://www.nortonindustrial.com/uplo...ingDevices.pdf
better description and photos compared to ebay link above. Just the info I have been looking for while researching these CBN wheels.
Thanks for previous ebay link
Cheers
Eka
-
16th March 2012, 11:30 PM #184
GOLD MEMBER
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 7,775
Hi Ray,
An interesting read. At $150ish a wheel lets hope its not something you need to do often, are you planing on moving the head much?
Stuart
-
17th March 2012, 09:35 AM #185
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Eka, Stuart,
Welcome to the forum Eka, and thanks for the pdf, that document explains things very nicely, it explains the difference between truing and dressing much better than I've seen else where, and also explains the teardrop pattern.
that document explains things very nicely, it explains the difference between truing and dressing much better than I've seen else where, and also explains the teardrop pattern.
Hi Stuart,
Travers have truing wheels (not sure of the grade) for $16 or so
BRAKE TRUING 3"GRIND WHL TTC :: Brake Truing Unit | Travers Tool
On trying to solve the problem of fitting 32mm ID wheels to 1 1/4" arbors what do you think of these SKF wear sleeves? pdf attached. The are 0.28 wall thickness which means I'd have to ream the wheel centers a tad, but that's probably a good idea anyway for these chinese wheels.
Regards
Ray
-
17th March 2012, 04:08 PM #186
GOLD MEMBER
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 7,775
Hi Eka, Ray,
Welcome Eka, thanks for the link.
Ray,
I wasnt talking about the price of the truing wheel, I meant the price of the CBN.
You are talking about those sleeves for Alum centered wheels only?
Seems like a good idea to me......but I havent tried it.
Have you measured the 32mm? it should be 32+ (or are the sleeves .28 x 2?)
You have different arbors for each wheel? If so do you really need to both?
Stuart
-
17th March 2012, 04:45 PM #187
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Stuart, Originally Posted by Stustoys
Originally Posted by Stustoys

Sorry, I thought you were talking about the truing wheel, yes CBN wheels are normally pretty pricey, I'm trying the chinese el-cheapo ones...
I remember reading somewhere that China is investing a lot in facilities to go towards reducing the cost of CBN .
These are the ones I'm using. Resin CBN grinding wheel plain cup 10x150mm New | eBay
Alox cup wheels are probably $20 or so, maybe less if you buy in bulk.. That CBN I linked to is $50 inc postage, (but that's still a lot less than $150, which is what you would normally pay for CBN)
but since most of what I'll be grinding is M2 hardened to 60-61 Rc, CBN is a better choice than Alox, or so I understand... I've also got a few of the cheaper diamond wheels to have a play with sharpening carbide.
I'm still trying to navigate the maze, so no doubt there are a few blind alleys yet to come..
Regards
Ray
-
19th March 2012, 04:18 PM #188
GOLD MEMBER
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 7,775
Hi Ray,
I was in at my mates work today and checked out the wheels on his flywheel grinder. I looked them up when I got home and it turns out they are in fact CBN not Diamond. So that sorts out that little mess. I'll have to remember to tell him next time I see him.
Stuart
-
20th March 2012, 11:05 AM #189
SENIOR MEMBER
- Join Date
- Mar 2010
- Location
- Nth Qld
- Posts
- 715
Ray , did you get a price from Topwork for those hubs?, I can find out from an older quote for them.
-
20th March 2012, 03:08 PM #190
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Stuart,
I can't tell just by looking at the resin bonded wheels if they are diamond or cbn..
I ran the dti across the top of table yesterday, and it's got worn sections (up to 10 thou! ). Mostly on the left hand end, and less wear where the workhead mounts on the right side... After removing the top part, and ran the dti across the base it's running pretty true, down the middle section, but worn a little towards the front edge closest to the wheelhead ... so, it looks like the roller bearings are fair enough, but the top is going to need a re-grinding and scraping... just as well I've now got a big enough surface plate...
The top is 36", and I can do 24" (plus a bit) on the surface grinder, so I'm trying to think of a setup where I can do it with one (very careful) move... So long as I can get that 10 thou dip ground out, and get close enough to scrape..
From a purely practical standpoint, the work being ground, in a lot of cases isn't referenced directly to the table, but it would be better if the table was perfectly flat..
Hi Graziano,
Never got a reply from Topwork, if you've got a price I'd be interested to see what they charge. I ended up getting sopko arbors from Travers, and picked up a couple of spare LH ones on ebay. But there are a lot of accessories that I'm still looking for..
Regards
Ray
-
20th March 2012, 03:18 PM #191
Senior Member
- Join Date
- Oct 2008
- Location
- Wimmera
- Age
- 51
- Posts
- 363
Hi ray
wow 10thou have you put a straight edge on the top or put it on the surface plate and measured with feeler gauges id be interested if you got a different result from that method to the dti one
cheers
Harty
-
20th March 2012, 03:25 PM #192
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Harty,
I haven't put it on the surface plate yet, but the wear pattern is sort of dished, so I wouldn't get a feeler gauge in there. I'll do a breakup pass later tonight so I can blue it and get some kind of a read on the wear pattern before I go for the nuclear option.(surface grinder that is).
The bottom of the table looks pretty good, you can still see original scraping marks, so I'm hopefull that will still be ok as a reference for getting parallel.
Regards
Ray
-
20th March 2012, 03:39 PM #193
GOLD MEMBER
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 7,775
Hi Ray,
Me either, I just took a picture of the part number and looked it up. Originally Posted by RayG
"perfectly flat" Will be the easy part, its the parallel part that will be ummmm "ticky". Still it should keep you out of trouble for awhile.
Is the top table flat on the back? I remember there is a t slot(or was it a L slot??) in it some how.
Stuart
-
20th March 2012, 03:44 PM #194
SENIOR MEMBER
- Join Date
- Jul 2011
- Location
- Melbourne Australia
- Posts
- 1,128
A micrometer from there to the top face will tell you if any really have 0.010" wear. Originally Posted by RayG
Phil.
-
20th March 2012, 03:53 PM #195
Pink 10EE owner
- Join Date
- Aug 2008
- Location
- near Rockhampton
- Posts
- 4,304
You also may find it bowed like a banana when you put it on the plate...
Light red, the colour of choice for the discerning man.


Similar Threads
-
Tool and Cutter grinder
By 4-6-4 in forum METALWORK FORUMReplies: 2Last Post: 12th October 2011, 11:40 PM -
More Tool & Cutter Grinder plans
By Big Shed in forum METALWORK FORUMReplies: 2Last Post: 22nd July 2011, 09:37 PM -
tool an cutter grinder maybe???????
By tanii51 in forum METALWORK FORUMReplies: 2Last Post: 1st July 2011, 09:30 AM -
Tool and cutter grinder
By 12teethperinch in forum THE HERCUS AREAReplies: 0Last Post: 3rd November 2010, 03:49 PM -
Tool & Cutter Grinder
By graemet in forum METALWORK FORUMReplies: 14Last Post: 20th November 2009, 08:27 AM
