

 Thanks:
Thanks:  Likes:
Likes:  Needs Pictures:
Needs Pictures:  Picture(s) thanks:
Picture(s) thanks:
Results 346 to 360 of 564
-
9th January 2012, 02:38 PM #346
 New Member
New Member


- Join Date
- Jan 2012
- Location
- Newcastle
- Posts
- 2

Thank you for the reply mhasting2004..
You are a champion.. it was the disable spindle relays in the ports'n'pins config that was the problem.
Now.. I actually like your idea about monitoring Amps, but am unsure of how you go about changing the screen to monitor the user DRO's?
-
9th January 2012 02:38 PM # ADSGoogle Adsense Advertisement
- Join Date
- Always
- Location
- Advertising world
- Posts
- Many
-
12th January 2012, 09:34 AM #347
Senior Member
- Join Date
- May 2009
- Location
- Gosford,NSW
- Posts
- 135
No worries Bullet
As far as editing screens go I'd suggest you look at the thread on the subjetc over on the mach forums... It's very straight forward but a bit long to type out.
-
12th February 2012, 02:19 PM #348
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Chris, Originally Posted by Mini
Originally Posted by Mini

Why not just use the normal run signal and parallel up the switches so you start and stop from any machine. Or if you want to be fully automatic, put a current sensor on each machine.
So you would run two wires from DCM and FOR terminals, and loop around all the machines, with a switch at each location. In the drive configuration change PD001 to 1 (external terminal).
Regards
Ray
-
12th February 2012, 02:45 PM #349
GOLD MEMBER
- Join Date
- Jun 2005
- Location
- Helensburgh
- Posts
- 7,696
Thanks Ray, it is on the list of things to do, a bit like everything else.
PS, do the switches have to be momentary or positive on/off?CHRIS
-
13th February 2012, 04:41 PM #350
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
HuanYang Multiple Remote Start Stop Stations
Hi Chris, Originally Posted by Mini
The drive expects a switched input for the run signal, but I would use momentary switches for start and stop at each machine and a latching relay, that way you won't end up with the DC running because one of umpteen possible switches is closed somewhere around the workshop.
Here is a rough circuit, I hope it makes some kind of sense
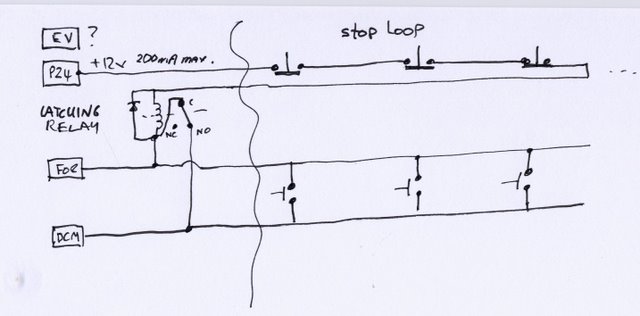
How it works, it's pretty much a standard control cct. when a start button is presses, the relay is pulled in and latches closed. This provides the run signal to the drive (you need to set PD001=1) Then when a stop button is pressed it drops the power to the relay unlatching it, and removes the run signal from the drive.
The start push buttons are push-to-make (normally open) and the stop buttons are push-to-break (normally closed)
The latching relay can be a small signal type, 12V coil and spdt contacts. ( EDIT: check the voltage first, some drives have 24 volt control ccts, in which case you would use a relay with a 24VDC coil )
You can start and stop from anywhere, that is you could start the drive from machine 1 and stop it from anywhere there is a stop button.
Regards
Ray
-
14th February 2012, 12:27 PM #351
GOLD MEMBER
- Join Date
- Jun 2005
- Location
- Helensburgh
- Posts
- 7,696
What is the "T" between two of the wires for? Thanks.
CHRIS
-
14th February 2012, 01:40 PM #352
GOLD MEMBER
- Join Date
- Feb 2004
- Location
- Oxley, Brisbane
- Age
- 79
- Posts
- 3,041
It represents a switch which is either NO (normally open) or NC (normally closed)
The NO have a gap while the NC are shown touching the contacts.Bob Willson
The term 'grammar nazi' was invented to make people, who don't know their grammar, feel OK about being uneducated.
-
15th February 2012, 02:39 AM #353
New Member
- Join Date
- Feb 2012
- Location
- USA
- Posts
- 1
VFD wiring
Quick question, I hope. Have SS and soundlogic bob with a Huanyang VFD that I am attempting to make work with mach. I am able to get the VFD to work correctly with the keypad on it. Thanks to the spreadsheet mHastings(I think )put together. I have been able to get the VFD to turn the spindle (2.2kw) on and off through mach but it starts at the minimum speed and will not respond to any mach commands to change speed.
Question, does anyone have experience with these VFDs and know whether there needs to be 2 or 3 wires to speed control. My supplier thought that only 2 were needed and connected to the V1 and ACM connections. Do I need another to the +10 post with 10volts?
I am electrically challenged so be kind.
TIA
-
15th February 2012, 10:35 AM #354
GOLD MEMBER
- Join Date
- Feb 2004
- Location
- Oxley, Brisbane
- Age
- 79
- Posts
- 3,041
See post 315 this thread.
Bob Willson
The term 'grammar nazi' was invented to make people, who don't know their grammar, feel OK about being uneducated.
-
15th February 2012, 11:19 AM #355
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Originally Posted by Bob Willson
Thanks Bob, the circuit could have been drawn a bit better.
Chris, when you get around to wiring it up, send me a PM or email, and I'll try and clarify the details to make it easier.
Regards
Ray
-
23rd February 2012, 04:45 PM #356
Member
- Join Date
- Feb 2010
- Location
- North Brisbane
- Posts
- 57
VFD error Elu5 and no go!
I hope it is ok to post in this thread about my VFD problem.
It is a 1.5Kw water cooled spindle and VFD unit I bought as a set from Ebay. I have had it running for several months now via Mach3 but it has had very little use apart from some small cutting and a lot of testing. I got to the stage where everything was running well, even to the point where I might have two paid jobs for the machine coming along soon. So, yesterday I turned it all on only to get error Elu5 on the VFD display and nothing would clear it. I found some manuals which tell me the error is related to low voltage input. I checked and the mains is 230volt which should be ok..right? Checked all connections and they were tight. Checked again all the settings. Pulled the VFD apart as far as I could looking for bad solder joints or dodgy connections but still didn't clear the error. I did a factory reset and then entered the specific parameters for the spindle .. still errors. Any clues ?? or have I got a dud. I have emailed the seller but the cost of post to return it will probably be uneconomic.
Thanks
Peter
-
23rd February 2012, 05:48 PM #357
Distracted Member
- Join Date
- May 2010
- Location
- Lower Lakes SA
- Age
- 58
- Posts
- 2,557
I get the ELVS error every time I shut down, but in my case everything still works. I believe that is a common scenario. There was one other guy I found on a forum somewhere with a situation similar to yours. He was tearing his hair out. Don't know if he ever got it working. If you play with the search term you should find it.
-
23rd February 2012, 06:36 PM #358
SENIOR MEMBER
- Join Date
- Mar 2007
- Location
- Melbourne - Mexico
- Posts
- 655
There were a number of users reporting a similar issue like yours with this error at cnc zone. My understanding is they had to replace the unit.
Do you know anyone who can test it for you. It's a lack of power problem for sure.
I didn't read of anyone ever fixing the issue. If you were in Melbourne I know a high voltage engineer who could have looked at it for you.
If you do find a fix, you should post back the solution.
Good luck
-
5th March 2012, 10:35 AM #359
Member
- Join Date
- Feb 2010
- Location
- North Brisbane
- Posts
- 57
Bought a new VFD
Well i have given up on the Huanyang vfd, I never heard back from love Happy so the 2 year warranty doesn't mean much. I bought a Lenze SMV Vector Inverter from FCR Motion Technology at Brendale QLD, just 10 minutes drive away from where I live. They have stock and a technical sales rep on site available to help if needed. So I am back making wood dust again.
Cheers
Peter
-
5th March 2012, 05:32 PM #360
GOLD MEMBER
- Join Date
- Aug 2010
- Location
- Bendigo
- Age
- 72
- Posts
- 1,986
Hi Peter,
in the interest of this community, please don't put the VFD in the bin just yet.
RayG has a lot of insight in the technology and might be able to find the error cause.
It would be a good service to the VFD users on this forum if RayG agreed for you to send it to him to investigate further - and keep all other current Hunyang users informed of the outcome. If the issue can't be solved then the thing can go in the bin then and nothing is lost.
What do you think Ray?
Regards,
Joe

 Reply With Quote
Reply With Quote



Similar Threads
-
Help with Huanyang VFd
By PsychoPig7 in forum CNC MachinesReplies: 9Last Post: 1st June 2009, 12:52 PM -
Computer users
By Peter R in forum NOTHING AT ALL TO DO WITH WOODWORKReplies: 21Last Post: 16th October 2004, 10:35 PM -
Where have the triton users gone?
By George in forum TRITON / GMCReplies: 3Last Post: 4th April 2000, 05:28 PM
