

 Thanks: 0
Thanks: 0
 Likes: 0
Likes: 0
 Needs Pictures: 0
Needs Pictures: 0
 Picture(s) thanks: 0
Picture(s) thanks: 0
Results 1 to 15 of 27
Thread: Forced Air LPG Burner Mk2
-
26th May 2011, 11:15 PM #1
 GOLD MEMBER
GOLD MEMBER


- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
 Forced Air LPG Burner Mk2
Forced Air LPG Burner Mk2
Hi All,
Here is the new burner for the furnace, it's a forced air lpg burner, which will replace the normally aspirated burner.
Construction is way over complicated, by the addition of brass mounting blocks, that I thought would make for a more robust mounting for the quick shut off lpg valve.
The main tube is 32mm diameter titanium which has a higher melting point, so maybe it will last a bit longer. There is no flare on the burner end, as it is flared with the ceramic mounting block inside the furnace. Although I still need to make a temporary flare so that we can do some free air tuning.



The air blower I was planning to use doesn't develop enough pressure, so a vacuum cleaner running on a variac will have to do for the interim testing, a spa air blower is on order, so I hope that works out better.
Regards
Ray
-
26th May 2011 11:15 PM # ADSGoogle Adsense Advertisement
- Join Date
- Always
- Location
- Advertising world
- Age
- 2010
- Posts
- Many
-
26th May 2011, 11:56 PM #2
GOLD MEMBER
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 7,775
Nice Ray,
Just how many of us have titanium laying around in the shed?
The free air testing should be good for some interesting pictures.
Got your first pour planned yet?
Stuart
-
27th May 2011, 07:21 PM #3
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Stuart,
I got the titanium from ebay, a guy in Latvia of all places... rupucis371 | eBay
The little bit of sheet titanium for the flare was weird stuff, brilliant white sparks from the grinder, and very springy, must be some sort of high tensile alloy
whereas the tubing was a lot like machining aluminium.
Still fiddling with the tuning, this is running way lean, and the temporary flare is a bit dodgy, held on with high temperature multi-grips.

So far it looking the goods, and we will try a cast iron pour tomorrow.
Regards
Ray
-
27th May 2011, 07:24 PM #4
4-6-4
- Join Date
- Mar 2009
- Location
- Melbourne
- Posts
- 295
Furnace
What metals are you melting I used a Gas air torch with a Sadie Vac to supply the choof. This was used over a number of years in a furnace lined with Caowool. I have been assured that a normally aspirated torch should work quite happily 4-6-4
-
27th May 2011, 11:16 PM #5
GOLD MEMBER
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 7,775
Ray,
Looks great, maybe when you fit it to you furnace it will richen up a little?
Good luck with the pour, take lots of pictures.
StuartLast edited by Stustoys; 28th May 2011 at 12:00 AM. Reason: spelling
-
27th May 2011, 11:55 PM #6
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi 4-6-4,
I've been using a normally aspirated burner for bronze and brass, this is a new burner for doing cast iron, it's a vacuum cleaner blower, the vacuum cleaner is running off a variac.
Just curious, are you by any chance doing a talk on pattern making in July?
Regards
Ray
-
27th May 2011, 11:58 PM #7
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Stuart, Originally Posted by Stustoys
Originally Posted by Stustoys

Just finished a small test run, melted about 1kg (of broken up brake drums) but by the time the slag was skimmed, we didn't have enough for the pattern.. the test pattern is a base plate for a digital height gage. Pictures later.
Regards
Ray
-
28th May 2011, 02:07 AM #8
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Stuart,
Here is the first cast iron part.


Tomorrow we'll see if it's machinable, there is some porous sections on the side, and the pattern is not right, but with a bit of tweaking, should get closer to the mark.
In case you are wondering it's going to be a base for a height gage. It will be bored out for a bit of 1" shafting, which will take a nice rigid adjustable mounting for the digital dial gage.
Surface ground top and bottom of course!
Regards
Ray
-
28th May 2011, 12:03 PM #9
GOLD MEMBER
- Join Date
- Jul 2006
- Location
- Adelaide
- Posts
- 2,680
Ray
what sort of pressure and airflow do you think you might need
I have some where in the shed a couple of small backward curve fan motor assy.
-
28th May 2011, 12:39 PM #10
GOLD MEMBER
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 7,775
Ray,
When you said tomorrow it didnt cross my mind that you meant 12:30am!!!!!!! lol
Looks great from here. How long did it take to get up to temp?
What sort of sand are you using?
Stuart
-
28th May 2011, 01:27 PM #11
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Eskimo, Stuart,
It was all looking good, so we got enthused and had another go. That was 2 Kg, and heated for 20 minutes.
In hindsight, I think we had the burner wound up too high and melted some of the furnace lining ( Cerachem 1425, which melts at around 1700C ) ... That's way too hot.
Eskimo,
Thanks, but hang on to them for now, I've got a small spa blower on the way, which should be higher pressure. 10 m/s in a 32mm diameter
Regards
Ray
Edit: Forgot to answer your question about sand, that was petrobond.
-
28th May 2011, 08:25 PM #12
4-6-4
- Join Date
- Mar 2009
- Location
- Melbourne
- Posts
- 295
Furnace
Yes Ray that's me giving the talk. One minor suggestion is that your pouring hole should be bigger. You could also get some compressed Kaowool about 1/16 thick bend it into a circle and place it in the pouring hole. This allows the metal in the pouring hole to remain liquid longer than the casting this allows the casting to draw on the molten metal and you are more likely to get a sound casting. A small riser opposite the pouring treated with a lining of Kaowool will also improve chances of success. A ring of steel around the pouring hole with sand and Kaowool liner gives extra height and pressure to the melt. Before you split the mould in half to remove the pattern use a piece of wire 1/16 dia to push down until it hits the pattern. This allows the gas to escape and gives a better result.I have seen moulds in Iron look like the old gas stoves when the gas from the sand ignites with a solid whoomp. You are a brave man to play with Iron the dross on top of a melt is usually sprikkled with a powder Which I do not know the name of and this bonds the dross together and it can be scraped off before pouring. A covering of dry sand on the floor surrounding the furnace might be a good move as well. I had a couple of explosions when using scrap Aluminum very interesting. 4-6-4
-
28th May 2011, 10:30 PM #13
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Machining the First Cast Iron part..
Here is the dial gage base after surfacing top and bottom and milling the sides. Still have to bore the hole for the vertical support. It machines nicely just like normal cast iron. There is some "blotchiness" that you can see on the milled surfaces, but not on the ground surfaces. I'm guessing that this is probably due to not using the proper innoculants in the melt. We had charcoal and soda ash mixed in with the broken up brake drums, to keep the oxygen out, but I think I need to get some proper FeSiMg innoculant (I'm thinking this one might be worth a try Foseco Australia - Nodulant ) to add the magnesium needed to form the spheriodal graphite nodules. Also as 4-6-4 mentioned we don't have the gating, risers,sprues and runners quite right.. (There's a lot to be learned in this casting business!)
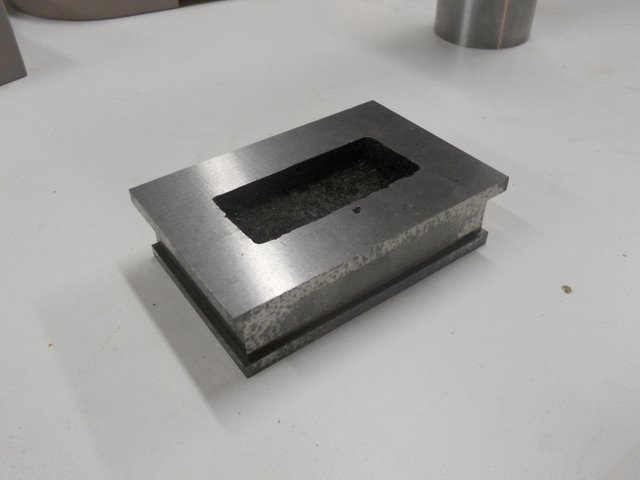
This is the bottom of the casting.

The top of the casting
The little bit of porous area left on the top surface will mostly be removed when we bore the hole for the vertical support.
Hi 4-6-4, I thought it might be you, when Peter McBride mentioned to me that there was a talk on pattern making at the HTPAA meeting in July, that should be interesting, I plan on coming down to Melbourne for that, it's one of the most critical steps in casting, to get the pattern right. I think I've done all the wrong ways so far!, so I'm looking forward to it.
Now I need to get some of that green paint that Bob seems to have an endless supply of.. either that or wrinkle black..
More when it's finished.
Regards
Ray
-
29th May 2011, 12:07 AM #14
GOLD MEMBER
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 7,775
Looking good so far.
How did you make the pattern for that? Is it three part?
Stuart
-
29th May 2011, 02:11 AM #15
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Stuart, Originally Posted by Stustoys
No, the pattern had just sloped sides, that's just how it turned out after milling off the porous crap on the sides of the casting ... Josh used the solid carbide endmills from ctc, and they work a treat on cast. I'll paint the sides with wrinkle black.
The edges are square, so it can be used for alignment as well.
Regards
Ray


Similar Threads
-
forced break
By weisyboy in forum WOODTURNING - GENERALReplies: 24Last Post: 24th May 2010, 07:59 PM -
BBQ opinion - 3 burner or 4 burner
By fuel-depot in forum NOTHING AT ALL TO DO WITH WOODWORKReplies: 13Last Post: 12th June 2007, 12:20 AM -
Face-frame woes - a forced excursion to the Dark Side
By Rocker in forum WOODWORK - GENERALReplies: 14Last Post: 1st February 2006, 04:57 PM -
Federal Govt provides forced holidays for workaholics
By Clinton1 in forum NOTHING AT ALL TO DO WITH WOODWORKReplies: 17Last Post: 17th September 2005, 04:44 PM
