

 Thanks:
Thanks:  Likes:
Likes:  Needs Pictures:
Needs Pictures:  Picture(s) thanks:
Picture(s) thanks:
Results 16 to 30 of 56
Thread: HM50 Can 'O' worms.....
-
28th June 2012, 03:11 AM #16
 Senior Member
Senior Member


- Join Date
- Jun 2012
- Location
- Germany, Outback of Munich
- Posts
- 213
 Rest asured, they are not!You cant be sure the ground/milled surfaces of the table and knee are any flatter than the saddle.
Rest asured, they are not!You cant be sure the ground/milled surfaces of the table and knee are any flatter than the saddle.
I got a mill to scrape in, and the owner told me, that the saddle (how's it called? X-way:Y-way connection piece) was already scraped in. Unfortunately, he used the saddle (the plane was ground) as a master to scrape the dovetail of the table. To "get flatness", he measured the thickness of the table to dovetail. But oh, the table's surface is warped by about 0.1 mm. So he copied that error into the table's dovetail.
I was .
Nick
-
28th June 2012 03:11 AM # ADSGoogle Adsense Advertisement
- Join Date
- Always
- Location
- Advertising world
- Posts
- Many
-
28th June 2012, 06:28 AM #17
GOLD MEMBER

- Join Date
- Aug 2011
- Location
- Melbourne
- Posts
- 2,951
So many pitfalls! This machine rebuilding game can really bite you on the #### if you only know half the picture and decide to "try" to fix things! Originally Posted by MuellerNick
Originally Posted by MuellerNick

Simon
-
28th June 2012, 06:41 AM #18
GOLD MEMBER
- Join Date
- Aug 2011
- Location
- Melbourne
- Posts
- 2,951
Ewan,
Trying to look after your kids and at the same time work out and fix a machine is near mission impossible!
In relation to your machine woes, I have everything you have, and probably more! Like I said earlier, The Y leadscrew thrust bearing housing was not aligned in height or parallelism! And, yes because (as most would know) when you take up the preload on the bearing it causes the whole thing to bind up so the solution is so so simple: Leave it loose!
Needless to say I had all sorts of apparatus set up trying to work out some sort of datum point for the leadscrew and work out where the nut should sit in relation to the saddle. Turning the leadscrew when the bearing has preload didn't help as it had a certain amount of "wobble" so I had to perform a version of RDM to work out the datum height as well as determine if the leadscrew was running diagonal in height front to back.
I think that by fixing that little problem all I have done is attempt to polish a ####!
Good luck with your leadscrew. It's probably the easiest of all the fixes you will need to do!
Simon
-
28th June 2012, 09:47 PM #19
Blacksmith, Cabinetmaker, Machinist, Messmaker
- Join Date
- Dec 2011
- Location
- Canberra
- Age
- 40
- Posts
- 4,467
I was determined to get the leadscrew and nut alignment right without removing the pre-load from the bearings. (yes i am stubborn) I bolted the journal back on with the nut out of the saddle and checked the height alignment.....the pic tells the story.
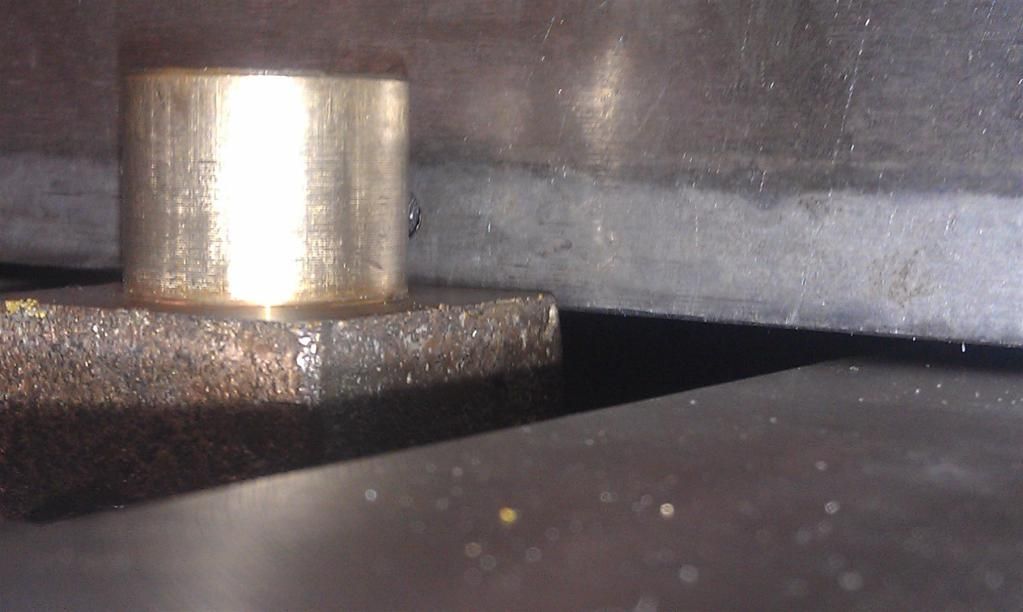
No wonder it was binding! After machining 2mm off the nut (which was no mean feat to set up as the nut is still un-machined after casting on 5 sides and kind of a trapezoid shape) I then drilled the mounting bolt holes out to 3/8 and replaced the socket head screws with hex heads and washers. I'm at least half the alignment pin holes out but i won . Nice and smooth and no change to the bearings pre-load.
. Nice and smooth and no change to the bearings pre-load.
The X nut also needed 1.5mm taken off it but it is yet to be tested.
Simon i think the difference is i'm not scared to hack at my machine cause its 8 years old but yours is only new.....p.s don't tell anyone but i used the angle grinder to fix the lube channels in the ways 1915 17"x50" LeBlond heavy duty Lathe, 24" Queen city shaper, 1970's G Vernier FV.3.TO Universal Mill, 1958 Blohm HFS 6 surface grinder, 1942 Rivett 715 Lathe, 14"x40" Antrac Lathe, Startrite H225 Bandsaw, 1949 Hercus Camelback Drill press, 1947 Holbrook C10 Lathe.
1915 17"x50" LeBlond heavy duty Lathe, 24" Queen city shaper, 1970's G Vernier FV.3.TO Universal Mill, 1958 Blohm HFS 6 surface grinder, 1942 Rivett 715 Lathe, 14"x40" Antrac Lathe, Startrite H225 Bandsaw, 1949 Hercus Camelback Drill press, 1947 Holbrook C10 Lathe.
-
29th June 2012, 12:36 AM #20
GOLD MEMBER
- Join Date
- Aug 2011
- Location
- Melbourne
- Posts
- 2,951
Ha! yes but it's a bit like a new car, the first stratch always hurts the most. Im getting more game. I drilled and taped 5 M5 holes today to attach the front wiper. I'll do the same at the rear. I'm slowly turning it into swiss cheese! Originally Posted by Ueee
I also had the same issue when I machined down the leadscrew nut. A completely rough casting with not a simple machined surface to use as a reference. I ended up screwing some all thread into the single bolt hole, then put the other end of the thread in the drill chuck on the TS. I then used it as some sort of reference to tighten it up on the 4 jaw. I then removed the all thread and went to town. It worked OK.
Cheers,
Simon
-
29th June 2012, 01:10 AM #21
Blacksmith, Cabinetmaker, Machinist, Messmaker
- Join Date
- Dec 2011
- Location
- Canberra
- Age
- 40
- Posts
- 4,467
I had a mate round today who suggested the same. All was going peachy till i noticed the bolt hole was clearly not drilled straight..... Originally Posted by simonl
Even the internal thread and the spigot are not in line with each other so i had to make sure it went in the right way round.
When i first looked at buying the mill the owner of the place i got it from showed me one they were using in there toolroom and said to me, "See, its a lot of mill for the price" (about 4K back then) now i know its a lot of cast iron roughly shaped like a mill. Like you i had new machine syndrome and i didn't even realize its problems for many years.1915 17"x50" LeBlond heavy duty Lathe, 24" Queen city shaper, 1970's G Vernier FV.3.TO Universal Mill, 1958 Blohm HFS 6 surface grinder, 1942 Rivett 715 Lathe, 14"x40" Antrac Lathe, Startrite H225 Bandsaw, 1949 Hercus Camelback Drill press, 1947 Holbrook C10 Lathe.
-
29th June 2012, 12:48 PM #22Dave J Guest
I was the same with all my mods on the first machine back in 2006, then when I got the new replacement one I took it apart almost strait away after checking the travels etc where true enough.
With the nuts I cleaned them up on the outside and gave them a light polish, it was only because I wanted to and I thought it would make cleaning easier. I never had to machine any off my nuts as both mine needed a shim to pack it up more.
Dave
-
29th June 2012, 12:55 PM #23Dave J Guest
I was originally going to but the same as Simon's mill, then looked at the HM50 with all the accessories which I would have to buy anyway and thought the HM50 would be a better buy. Then when I got down there I thought it's only an extra $600 for the HM52 so I stepped up to that. Originally Posted by Ueee
I did look at the BM20 back them which was like a Bridgeport, but then I would have lost the horizontal and paid $2000 more, so I left it. If I had to do it again I would have paid the extra $2000 for the Bridgeport style as these HM series mills are not much really. More like a glorified drill press, but saying that they do mill fine and are a good combination machine, they just need some refining.
Dave
-
29th June 2012, 01:00 PM #24
GOLD MEMBER
- Join Date
- Aug 2011
- Location
- Melbourne
- Posts
- 2,951
If I had the ability I would make 2 new ACME nuts out of a nicely machined piece of brass or bronze. The X nut is held quite well with two M8 cap heads but the Y is held with a single bolt. If I made another Y nut and made it long I could make it so that it sandwiches the X and use the same two bolts. You have to draw the line somewhere though otherwise you spend all your hobby time working on machines that where supposed to help with your hobby!
Hey Dave, Ewan, wood fast is looking at buying a mill: https://www.woodworkforums.com/f65/bu...achine-154865/
Perhaps you could pass on some words of wisdom........
Simon
-
29th June 2012, 02:50 PM #25Dave J Guest
Thanks Simon, I answered earlier.
One thing the mill drills have better is the head head design because the quill is supported with more cast iron around it. They do make a HM series mills in China with a mill drill head instead along with a Bridgeport style head fitted to them.
Dave
-
1st July 2012, 03:25 AM #26
Novice
- Join Date
- Jun 2012
- Location
- Rye,Vic, Australia
- Posts
- 19
G'day guys, struth you have scared the be-jevers out of me with your HM50/52 issues.
I also have a HM50 and originally planned to pull the whole thing apart for a check-re-build where needed and convert to cnc (cnc not happening now). I had to pull the head and table off to load/transport then get it into the garage, where I hoped to transfer it still in pieces to a rear shed. Problem was the rear shed roof was a tad lower than originally thought, so the mill has been put back together while I decide where to put it. I do think it is out, but for the little I do, it's not a concern. Backlash does annoy me though.
I note that you have said your machines are made in China. Mine is Taiwanese for memory, definitely not Chinese and have heard these are slightly better quality; Do you know anything like that? Also mine is the belt drive not gear head and am curious how to lube/check the spindle bearings?
Simon, I think it was you that also mentioned a video of someone scraping? I would love to see that, do you have a link by any chance?
Anyway, best of luck with your builds guys and will keep an eye on your progress.
Ed
-
1st July 2012, 09:24 AM #27Dave J Guest
Hi Ed,
For the last 20 or so years all the HM50 and 52 mills from H&F are made in China, so not sure whats going on there.
My mill head is the same as yours and all the bearings are sealed for life, but I went though and replaced all mine with SKF bearings. A lot of people have trouble with the idler pulley bearings, so they will probably be the first that need replacing.
Dave
-
1st July 2012, 11:32 AM #28
Blacksmith, Cabinetmaker, Machinist, Messmaker
- Join Date
- Dec 2011
- Location
- Canberra
- Age
- 40
- Posts
- 4,467
He Ed,
Nick Mueller's scraping vids are the best to watch. He does make it look far too easy though! Kanal von MuellerNick - YouTube
Like Dave I would be supprised if your machine was not made in China, this is what i have M160 | HM-50 Turret Milling Machine | machineryhouse.com.au
There are all sorts of problems with them, Dave has some good write ups for fixes including fixing the spline knock you get when you lock the quill and replacing the top bearing.
https://www.woodworkforums.com/f65/hm...l-slot-121511/
https://www.woodworkforums.com/f65/ch...e-hm52-126514/
https://www.woodworkforums.com/f65/an...s-mill-126490/1915 17"x50" LeBlond heavy duty Lathe, 24" Queen city shaper, 1970's G Vernier FV.3.TO Universal Mill, 1958 Blohm HFS 6 surface grinder, 1942 Rivett 715 Lathe, 14"x40" Antrac Lathe, Startrite H225 Bandsaw, 1949 Hercus Camelback Drill press, 1947 Holbrook C10 Lathe.
-
1st July 2012, 09:44 PM #29
GOLD MEMBER
- Join Date
- Aug 2011
- Location
- Melbourne
- Posts
- 2,951
Hi Ed, Originally Posted by ELM6061
Sorry I didn't get back to you in time. Ewan beat me to it. Looks like I've caught this bug that the GW and billy lids had a week ago. I must be crook because I can't even be bothered with my project or reading the forum ATM.
Simon
-
2nd July 2012, 03:48 PM #30
Novice
- Join Date
- Jun 2012
- Location
- Rye,Vic, Australia
- Posts
- 19
Dave, being made in Taiwan is only what I was told so could be wrong. I bought mine at auction not H&F but it is probably from them originally. As for bearings in the quill, I do get a little noise from up in the spindle when it is running and the noise changes when I tighten the quill lock. Were the SKF bearings very expensive and how many are there? Originally Posted by Dave J
Originally Posted by Ueee
Ueee, thanks for all the links, will enjoy looking through them all and yes yours looks to be the same as mine. Seams the Taiwanese theory is blown out the water, "Made in China"!!! Apart from some damage to the table (was there when I bought it) and the small amount of noise in the quill, I am pretty happy with mine, but I am yet to try and do anything with .005 accuracy.
Simon, no need to apologize, heck I only posted last night and as you noticed, plenty of other reply's with the info I was after. Originally Posted by simonl
Sorry to hear you are crook, young'ns love bringing all the new bugs and sniffles home, it's like bringing pictures home to hang on the fridge only more personal. Get well soon.
Ed


Similar Threads
-
HM50/52 Y way covers
By Ueee in forum METALWORK FORUMReplies: 6Last Post: 22nd June 2012, 09:36 PM -
Worms
By Calm in forum WOODIES JOKESReplies: 3Last Post: 19th June 2010, 07:23 PM -
worms in cedar
By ralphtaff in forum WOODTURNING - GENERALReplies: 14Last Post: 25th February 2009, 05:20 PM -
Can of Worms
By Felder in forum WOODIES JOKESReplies: 0Last Post: 13th April 2007, 10:54 AM
