

 Thanks: 0
Thanks: 0
 Likes: 0
Likes: 0
 Needs Pictures: 0
Needs Pictures: 0
 Picture(s) thanks: 0
Picture(s) thanks: 0
Results 1 to 15 of 31
-
3rd August 2012, 10:42 PM #1
 Philomath in training
Philomath in training


- Join Date
- Oct 2011
- Location
- Adelaide
- Age
- 59
- Posts
- 3,149
 Index wheel mounting method choices
Index wheel mounting method choices
As Ewan said in post 19 of Eskimo's "Dividing plates, dividing head post",
he and I are tossing around a way of making up an indexing wheel for direct indexing of 127t gears. These are my thoughts so far -
Attachment 218182
Basically a plastic doughnut with an Al plate screwed to the bottom. Holes in the side so a 60 degree cone can locate.The stumbling block at the moment is how to attach it to an R/T surface or the nose of a semi universal dividing head. Some R/Ts have 3 slots, I had one with 4, so 6 slots should allow it to be secured. The hole in the centre is enough for a centre to pass through but what size does it need to be for a dividing head? Lastly, what should the ID be? 160mm to match a chuck? 6" in the old measure? 150mm which is the size of the R/T top?
Thoughts please.
Michael
-
3rd August 2012 10:42 PM # ADSGoogle Adsense Advertisement
- Join Date
- Always
- Location
- Advertising world
- Age
- 2010
- Posts
- Many
-
3rd August 2012, 11:27 PM #2
GOLD MEMBER
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 7,775
Hi Micheal,
Hopefully someone that knows what they are talking about will turn up, but I question the accuracy of direct division with a home made plate and a tapered pin. Any error will show up 1:1 on the gear. If you mount it as a normal plate(you'd need to make up long sectors etc) any error is reduced by the worm ratio.
But given the number of 127 tooth gears I have made by any division method I could be full of it.
Stuart
-
4th August 2012, 08:03 AM #3
Philomath in training
- Join Date
- Oct 2011
- Location
- Adelaide
- Age
- 59
- Posts
- 3,149
Stuart, The problem is that 127 can not be dialled up on a dividing head (or R/T) unless you either use compound indexing or differential indexing. The only way that most people will be able to make up their own metric/ imperial gear is to direct index. I looked at compound indexing once and while possible producing the equipment needed was going to take many hours to make - longer than the gear. 4 axis CNC could also be used to make something up but apart from being approximate*, I suspect that not many here have access to the necessary technology.
Cones provide very repeatable location so provided the index wheel is accurate, the resulting gear should be too (providing the table is locked firmly before cutting). One positive on direct indexing is that the wheel could be used both on a dividing head or on a R/T. I think this will at least be a step up from the other commonly suggested method, which is to produce a long table of readings and step them out on a R/T.
Michael
*Approximate to very fine limits. 127 is still a prime number whether you try dividing by minutes of degrees or decimals of degrees
-
4th August 2012, 08:25 AM #4
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- sydney
- Age
- 64
- Posts
- 3,566
Have you allowed for wear in the ali plate?
I see you have an approximate OD of 190,have you allowed enough for the spacing of your centres.
From what I can see you would need a plate of OD 181 to get your correct amount of holes but would leave nothing between the holes.
My calcs suggest a plate rangeing in OD from 221 to 261 to give you a centre distance rangeing from 5.5mm to 6.5mm..
-
4th August 2012, 10:34 AM #5
.
- Join Date
- Nov 2008
- Location
- Perth WA
- Age
- 71
- Posts
- 5,650
-
4th August 2012, 10:36 AM #6
Philomath in training
- Join Date
- Oct 2011
- Location
- Adelaide
- Age
- 59
- Posts
- 3,149
I was wondering whether a thicker Al plate should be used, but it depends on what I have in the shed (I know I have 2mm stashed away). The plan was a disc that could be posted around the country if it was needed and with minimal equipment (R/ +mill/drill) a 127t translation gear could be made. A steel disc would be a kg or two. A plastic/ Al combo are under 500g.
I did originally propose a bigger wheel but Ewan pointed out that if used on a 6" R/T, there is only 100mm from the table to the centre of the R/T. While spacer pieces could be used to raise that height, it does take away the simplicity.
If a centre drill to partial depth is used the holes kissing won't matter. I think I calculated out that for a 190mm disc the maximum hole diameter would be something like 4.7mm. Bigger would be nicer but with care I think that size is usable (the locating pin can be a bigger diameter, it's just that only the tip would be being used.)
Michael
-
4th August 2012, 12:56 PM #7
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- sydney
- Age
- 64
- Posts
- 3,566
Are you planning on having your holes in the ali or the plastic.
Evenif you go just under 5kg its still going to be under $16 to post.
Do you intend to mount the ali or the plastic to the table.
In a normal vertical set up with a 6" Vertex type table you should be able to get upto 210MM without interfeering with the mounting surface.
It wouldnt be hard to make up a spacer or spacers to sit under the table to raise to give sufficent height to enable a larger diameter wheel.
Were you considering drill a series of holes in your mounting plate to suit rotary tables with 3 or 4 slots.
Were you considering making one type of spring loaded pin to suit all applications or making different ones to suit different sizes rotary tables or mounting surfaces.
I think you would be better off going with a piece of ali at least 5mm thick if not 8 to 10mm.
-
4th August 2012, 02:13 PM #8
GOLD MEMBER
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 7,775
Sure it can if you have a 127 hole plate. Originally Posted by Michael G
Originally Posted by Michael G

I'm not sure compound indexing or differential indexing will get you spot on either, it is a prime number.(not even going to try and do the math on that one, though if anyone wants to I'm happy to read it . I have read a universal head can do all divisions up to 360, though I've never used that side of one)
. I have read a universal head can do all divisions up to 360, though I've never used that side of one)
If a plate was made on a normal rotary table to the nearest second, then used as a dividing plate, what ever the error is would be divided by 90 so in theory 0.006 seconds or less*. Surely thats close enough and the error in the worm gear is likely greater? Then you can make the plate as big as you like and hang it over the side of the table.
Talking about your plate size and direct indexing. Assuming the gear isnt being cut in a horizontal mill, could you make the plate larger than the table, then mount the table so the plate hangs over the edge and cut the gears with a Y axis? You'd like need to make up some special clamps.
Again I have almost zero idea how close gears need to be.
Stuart
*you could use the first plate to make a second plate and get even closer
-
4th August 2012, 02:26 PM #9
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- sydney
- Age
- 64
- Posts
- 3,566
Just wondering how are you going to index to get your holes done the first time.
It migfht be easier to actually make up 3 plates that suit the vertex style tables and ship them around the country for people to cut there own teeth or plates,you could hire it out say at $10 to $15 with a deposit of $100.
-
4th August 2012, 04:13 PM #10
Philomath in training
- Join Date
- Oct 2011
- Location
- Adelaide
- Age
- 59
- Posts
- 3,149
Stuart, you are making me do some thinking here.
 It is a weekend...
It is a weekend...
I guess my response is that differential indexing is like an analogue computer - it computes values continuously, so it will get you an exact division. Provided that compound indexing is correctly calculated to get integer results it will be spot on too. Any errors should be cyclic in nature. Indexing using the vernier scale would produce a more random error distribution.
Having looked at the maths I guess you could index on a 127t wheel, but it would be a bigger wheel. While in theory (and practice for that matter) you could do several iterations to refine the error, it would take some time and materials to get there.
I've cut differentially before (that's how I was proposing to drill the index wheel), the set up is the same as either the 126 or 128 tooth setting (can't remember which) but using the differential part to subtract or add a small amount every increment - let's say 1/127 of the increment, but it works out to 1 and a bit minutes of arc. Based on that I would say that that is the maximum permissible error. That is, if you were 1 and a bit minutes out each tooth you would have a tooth more or less. The error will be less than that because you can't use a gear with a fraction of a tooth.
Pipe clay, The thought was bolt the Al to the table and have the holes in the plastic. The 6 slots in the AL are not symmetric but spaced so that both a 3 and 4 slot table could take them. Thicker Al would be nice but I have to see if I have some.
Michael
-
4th August 2012, 06:58 PM #11
Blacksmith, Cabinetmaker, Machinist, Messmaker
- Join Date
- Dec 2011
- Location
- Canberra
- Age
- 40
- Posts
- 4,467
Hi all,
I've not chimed in yet as i have been thinking about this all day. After Stu's and Peter's comments on 127 hole plates i mocked up my RT to see just how big a plate i could fit. With the 6" vertex RT the center height is 100mm, no more no less, but the plate hangs over the table, so on the HM50 you could fit a 300mm plate no worries. The detent pin even comes out of the arm easily so a longer arm could be made easily. At 3mm dia holes on 5mm centers thats a dia of 202mm. I wouldn't think that would be a problem on any ones mill. If the plate is to be made with holes on the edge, i would want an 18mm center hole, as this is the size of the large end of the MT bore. I have a "plug" made to center my 130mm chuck on the RT, so turning the top of the taper to 18mm would center the plate too.
I had in my mind that Michael would make the plate and i would sort out the detent pin etc, although Michael and i hadn't discussed this. I do have some 3 or 4mm ally i think somewhere if you need it Michael.
 1915 17"x50" LeBlond heavy duty Lathe, 24" Queen city shaper, 1970's G Vernier FV.3.TO Universal Mill, 1958 Blohm HFS 6 surface grinder, 1942 Rivett 715 Lathe, 14"x40" Antrac Lathe, Startrite H225 Bandsaw, 1949 Hercus Camelback Drill press, 1947 Holbrook C10 Lathe.
1915 17"x50" LeBlond heavy duty Lathe, 24" Queen city shaper, 1970's G Vernier FV.3.TO Universal Mill, 1958 Blohm HFS 6 surface grinder, 1942 Rivett 715 Lathe, 14"x40" Antrac Lathe, Startrite H225 Bandsaw, 1949 Hercus Camelback Drill press, 1947 Holbrook C10 Lathe.
-
4th August 2012, 10:28 PM #12
SENIOR MEMBER
- Join Date
- Oct 2008
- Location
- N.W.Tasmania
- Posts
- 703
Would this work
I have to say that all that I know about dividing (and that isn't very much) has come from reading about it, - I have no practical experience whatsoever, but the thought occurs to me that it should be possible to have the 127 holes in 2 or more rows, say odd numbers on the inner row and evens on the outer row in the case of a 2 row dividing plate. You would then have 2 detent pins located on the same radial, but at radii corresponding to the radii of the 2 rows of holes in the dividing plate. I hope that this is making sense to you blokes. By making use of 2 rows of holes, a much smaller diameter plate could accommodate the 127 holes, all other things remaining equal.
If I have just removed all doubt about my sanity, feel free to point out the errors of my thinking. Cheers,
Rob.
-
4th August 2012, 10:44 PM #13
Philomath in training
- Join Date
- Oct 2011
- Location
- Adelaide
- Age
- 59
- Posts
- 3,149
No sanity checks needed Rob. We have thought about two rows. Two issues with that -
- It would need two detents or what ever those jiggers are called. as you would not want to move them once set in case you lost accuracy
- Even if you had odds and evens, the first and last odds (1 and 127) would be adjacent to each other (at least they do with a small number like 7). That might be a problem
A 127 index plate (holes in the face)could be made so that it hangs over the edge of the table. I think BS-0 Dividing heads and 6" R/Ts use the same plates. Can anyone confirm? If the centre holes and attachment holes are the same it becomes a straight bolt on either way and all that is needed is an extended detent arm.
My R/T is 8" and dividing head is BS-2 size, so this is not familiar territory for me.
Michael
-
4th August 2012, 11:16 PM #14
Blacksmith, Cabinetmaker, Machinist, Messmaker
- Join Date
- Dec 2011
- Location
- Canberra
- Age
- 40
- Posts
- 4,467
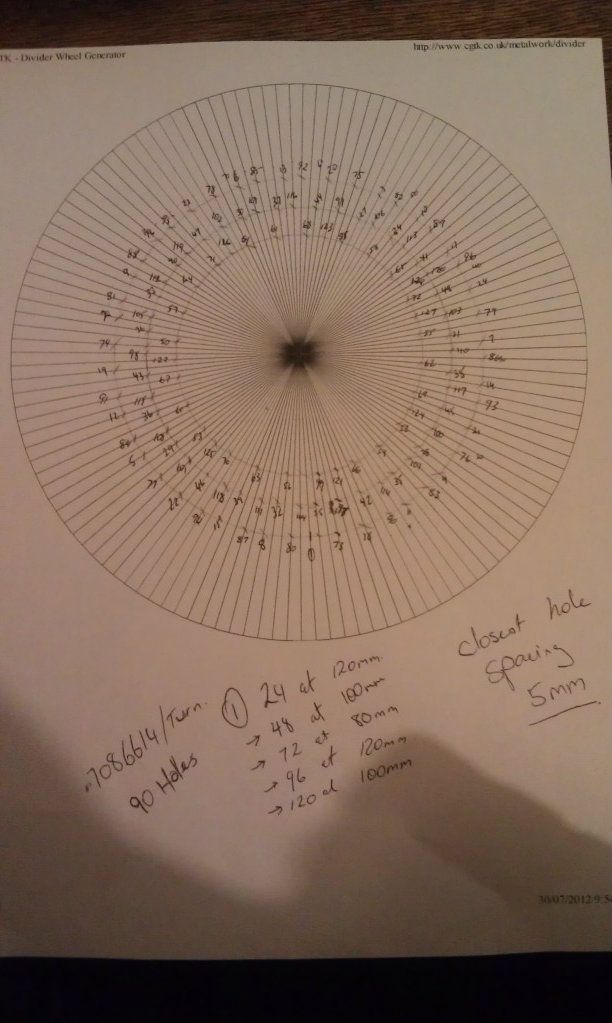
I did the math on several rows, to try and make a plate the same size as the bought ones you would need 3 rows. If it was drilled to suit an RT (90:1 ratio) you would have to cut 24 teeth (using every 90th hole), change the detent, cut 24 more etc till the last change which you cut 7 teeth. When the plate is bolted onto a dividing head though, at 40:1 ratio, one would need to use every 40th hole, and you would have to change the detent for every single tooth cut....not good.
I will measure my RT's plates tomorrow, the bore and the PCD of the mounting screws. There may be a way to fit a plate onto an 8" and a 6", just to make it more versatile.
Just to send you all cross eyed.....
 1915 17"x50" LeBlond heavy duty Lathe, 24" Queen city shaper, 1970's G Vernier FV.3.TO Universal Mill, 1958 Blohm HFS 6 surface grinder, 1942 Rivett 715 Lathe, 14"x40" Antrac Lathe, Startrite H225 Bandsaw, 1949 Hercus Camelback Drill press, 1947 Holbrook C10 Lathe.
1915 17"x50" LeBlond heavy duty Lathe, 24" Queen city shaper, 1970's G Vernier FV.3.TO Universal Mill, 1958 Blohm HFS 6 surface grinder, 1942 Rivett 715 Lathe, 14"x40" Antrac Lathe, Startrite H225 Bandsaw, 1949 Hercus Camelback Drill press, 1947 Holbrook C10 Lathe.
-
4th August 2012, 11:17 PM #15
SENIOR MEMBER
- Join Date
- Oct 2008
- Location
- N.W.Tasmania
- Posts
- 703
Thanks for the reply Michael, and if you can just overhang the dividing plate, then the only advantage of a smaller plate would be the reduction in size and bulk, and of course the smaller the blank would need to be when you made your plate. I had overlooked the proximity of the first and last holes, and the only solution which comes to mind would be a third row with hole number 1 only, and of course a third detent, - still doable I would think, as many dividing plated have around 9 rows of holes, so it should be possible to have the room for 3 detent plungers just by spacing the hole pitch circles appropriately. Originally Posted by Michael G
I am not trying to say that this is the best method, I have no practical experience at all from which to judge, but it may suit some to have a more compact setup at the cost of a considerably more complex detent plunger system.
I learn more from these discussions, than I do from any other source, as perhaps many others do too, and appreciate the feedback and advice freely given, and I look forward to seeing your eventual solution. Regards,
Rob.


Similar Threads
-
Index wheel/gear for facet machine
By fxst in forum METALWORK FORUMReplies: 8Last Post: 12th April 2012, 02:44 AM -
Australian Tonewood: Choices, Choices, Choices
By Student in forum MUSICAL INSTRUMENTSReplies: 34Last Post: 12th August 2010, 09:49 AM -
Index Plate
By bearcraft in forum WOODTURNING - ORNAMENTAL TURNINGReplies: 9Last Post: 25th July 2009, 08:23 AM -
Index.Jig for MC900
By orificiam in forum WOODTURNING - GENERALReplies: 6Last Post: 19th January 2009, 01:34 AM
