

 Thanks: 0
Thanks: 0
 Likes: 0
Likes: 0
 Needs Pictures: 0
Needs Pictures: 0
 Picture(s) thanks: 0
Picture(s) thanks: 0
Results 1 to 15 of 15
-
12th June 2011, 07:18 PM #1
 Senior Member
Senior Member


- Join Date
- Feb 2011
- Location
- Mornington Peninsula
- Posts
- 183
 Machining Aluminium With Carbides Surface Finish
Machining Aluminium With Carbides Surface Finish
For a project I'm working on I need to machine down some aluminium rod from 25mm down to 22mm. I use a carbide tipped tool and run it at 1700rpm.
I should add that it was machined by hand no auto feed.
I'm happy with the surface finish for it's intended purpose. Pictures below are after a 0.5mm depth cut but I'm interested to see what the gurus think.
One on the left lubricated with WD-40 on the right with soluble oil mix.

Cheers
JustinLast edited by Jarh73; 12th June 2011 at 07:20 PM. Reason: Added Photo.
-
12th June 2011 07:18 PM # ADSGoogle Adsense Advertisement
- Join Date
- Always
- Location
- Advertising world
- Posts
- Many
-
12th June 2011, 10:10 PM #2
SENIOR MEMBER
- Join Date
- Aug 2008
- Location
- Port Kennedy, Perth
- Age
- 53
- Posts
- 1,031
I'm no guru but they look good to me the one on the right look's best. You can see where you stopped but still look good to me.
Davidgiveitagoturning @hotmail.com
-
12th June 2011, 10:27 PM #3
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Justin,
Looks ok, for manual feed, I think it might possible to get bit better finish, I find metho works better as a cutting lubricant for aluminium, also, the inserts for aluminium need to be the right type, I think they need to the high rake angle type, pictured below.

I've got some of these coming shortly for a a trial on mild steel, but they are really intended for use on aluminium.
Regards
Ray
-
12th June 2011, 10:36 PM #4
Senior Member
- Join Date
- Feb 2011
- Location
- Mornington Peninsula
- Posts
- 183
I think you are 100% correct Ray.
Long story short I was machining steel and was a bit lazy to swap tools.
I have machined aluminium with carbides before but I went to some extra effort of surface finish just for the fun of it.
I think the high rake tool would be better as it's doesn't "feel" right when maching and the chips are a little odd. You can feel it kinda pushing then cutting.
I prefer a properly sharpened HSS bit and can get a far superior finish. Never tried metho or kero, I should try that.
Might look into the high rake tool only catch is most places only sell 10 at a time.
Cheers
Justin
-
12th June 2011, 10:51 PM #5
Senior Member
- Join Date
- Jul 2008
- Location
- Bondoola
- Age
- 81
- Posts
- 184
I'm not fussed on using carbide for machining aluminium. The high raked angles as shown (carbide) are the only style to use. I find the biggest problem with carbide is to obtain a razor sharp cutting edge. If time is no value, I would try using HSS with cobalt and grind the tool with a high rake angle. I would use the same speed in rpm but the speed depends on the rigidity of the lathe spindle, the radius on the tip of the tool bit and the clearance angle at the front edge of the tool. I have never tried using metho as a lubricant, I have always used kero or diesel fuel. If you have lots of these parts to do, I would use soluable oil as a lubricant. There are many different kinds of soluable oil on the market so I can't advise you on a particular one to try. It is also very important to have the top of the tool surface where the swarf slides, be highly polished. Any grinding marks on this surface will result in the HSS ( and even carbide) "picking up" in the minute grooves produced by the grit of the grinding wheel. The aluminium will rapidly build up on the tool tip to the point where the tool will not work without scoring the job very badly.
The main thing is to have good clearance and rake angles and razor sharp tools. The sharpest cutting edge can only be obtained with HSS (from years of experience).
-
14th June 2011, 09:30 PM #6
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Justin,
Those high rake diamond inserts I mentioned arrived, and I've put some pictures in the diamond tool holder thread.
They are great on mild steel, and of course brilliant mirror finish on brass and aluminium.
Regards
Ray
-
14th June 2011, 09:57 PM #7
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- North Of The Boarder
- Age
- 68
- Posts
- 16,794
 I have re-read this post a few times yet do not see any pics of Ali only the cutter shown
I have re-read this post a few times yet do not see any pics of Ali only the cutter shown
-
14th June 2011, 10:12 PM #8
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Ray,
There are some pictures of mild steel in the other thread that I referred to, I didn't take any pictures of Aluminium...
Regards
Ray
-
14th June 2011, 10:47 PM #9
Senior Member
- Join Date
- Jul 2008
- Location
- Bondoola
- Age
- 81
- Posts
- 184
Hi Ray
It's great to see that you have had excellent success with the carbide inserts, keep up the good work.
-
14th June 2011, 10:58 PM #10
Distracted Member
- Join Date
- May 2010
- Location
- Lower Lakes SA
- Age
- 58
- Posts
- 2,557
Interesting. I've always read brass needs zero rake. Not so with carbide? Originally Posted by RayG
Originally Posted by RayG

-
14th June 2011, 11:26 PM #11
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- North Of The Boarder
- Age
- 68
- Posts
- 16,794
Hi Ray not your post but Justins original 1st post he says about photo's below I don't see any. Originally Posted by RayG
-
14th June 2011, 11:32 PM #12
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Ray, Originally Posted by wheelinround
The url for those pictures is this one...
http://i638.photobucket.com/albums/u...u/6f880281.jpg
I can see them ok, so it might be blocked from your side somewhere?
Regards
Ray
-
14th June 2011, 11:45 PM #13
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- North Of The Boarder
- Age
- 68
- Posts
- 16,794
TY Ray
-
15th June 2011, 12:08 AM #14
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Bryan, Originally Posted by Bryan
That's true for HSS, I'm not so sure about carbide, other than the sharper edge with those inserts seems to give a nicer cutting action. The "rule of thumb" that I read somewhere, is that the DOC should be greater than one and a half times the nose radius (for carbide at least).. with "doughy" steel it seems to just roll up into little balls and just ploughs through the steel rather than cutting, these sharper inserts seem to overcome that problem...
For the sake of interest, the angles for HSS are the ones in the table below..
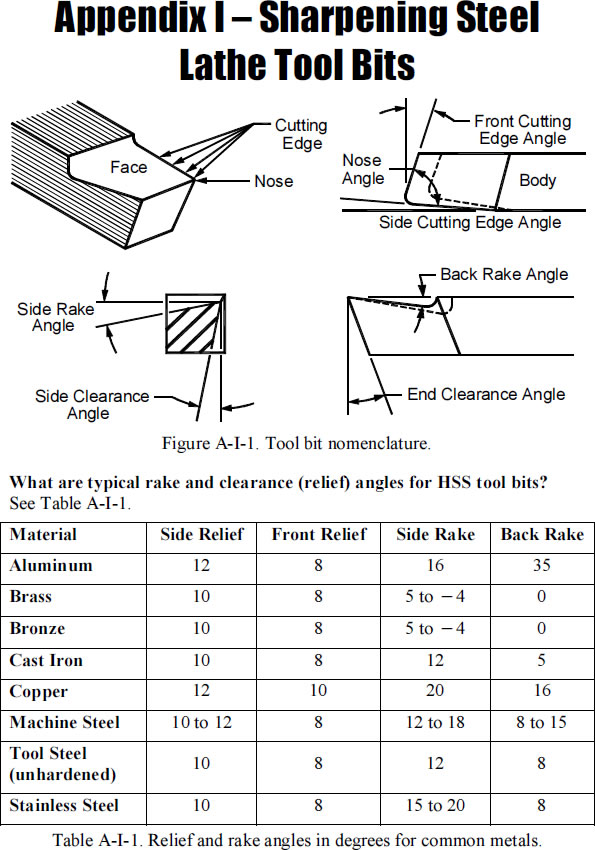
Regards
Ray
-
19th June 2011, 12:13 PM #15
Senior Member
- Join Date
- Feb 2011
- Location
- Mornington Peninsula
- Posts
- 183
Thanks for the update Ray.
I think I'll look into those inserts.
Cheers
Justin





Similar Threads
-
Machining Sticky Aluminium
By RayG in forum METALWORK FORUMReplies: 15Last Post: 21st March 2011, 07:39 AM -
aluminium machining advice needed
By horse in forum METALWORK FORUMReplies: 1Last Post: 12th January 2010, 02:10 PM -
cloudy finish under poly surface
By Ned Kelly in forum FINISHINGReplies: 2Last Post: 8th October 2009, 05:50 PM -
Machining aluminium on Vertical drill
By Paddy in forum METALWORK FORUMReplies: 2Last Post: 12th August 2005, 01:51 PM -
How to get matt surface finish
By cx3 in forum FINISHINGReplies: 2Last Post: 28th August 2003, 05:30 PM
