

 Thanks:
Thanks:  Likes:
Likes:  Needs Pictures:
Needs Pictures:  Picture(s) thanks:
Picture(s) thanks:
Results 1 to 11 of 11
-
16th December 2014, 04:51 PM #1
 Senior Member
Senior Member


- Join Date
- Aug 2008
- Location
- Melbourne
- Posts
- 166
 Repair/Regrind drill spindle taper
Repair/Regrind drill spindle taper
Hey guys,
My old Waldown drill press has some bad runout, and after doing a fair bit of testing I've found that it's due to a ding on the JT6 shank that forms the "nose" of the spindle (it's not a separate arbor, but the end of the spindle itself). I used a dial indicator against the shank up and down it's length, and it's spinning truly, but when I measured right against the very bottom, there's a little "mushroomed" ding on one side.
Can anyone recommend where I could go to get this fixed in Melbourne (in the western suburbs if possible)? I presume there would be people/machines who could regrind the taper?
Cheers
Will
-
16th December 2014 04:51 PM # ADSGoogle Adsense Advertisement
- Join Date
- Always
- Location
- Advertising world
- Posts
- Many
-
16th December 2014, 05:22 PM #2
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- sydney
- Age
- 64
- Posts
- 3,566
Have you considered using a stone or file to remove the dag.
-
16th December 2014, 08:16 PM #3
GOLD MEMBER
- Join Date
- Jan 2011
- Location
- Far West Wimmera
- Age
- 63
- Posts
- 2,765
That is what I would do. Originally Posted by pipeclay
Originally Posted by pipeclay

Dean
-
16th December 2014, 09:10 PM #4
Senior Member
- Join Date
- Aug 2008
- Location
- Melbourne
- Posts
- 166
Okay that sounds good - forgive my ignorance, but how can I do that in a reasonably controlled fashion that doesnt mash it up even more? Would holding a stone against it with the motor running work? As it's on the very end of the spindle, is there any harm in grinding the corner off entirely as a bevel/chamfer?
-
16th December 2014, 10:45 PM #5
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- sydney
- Age
- 64
- Posts
- 3,566
DONT do it with the spindle turning, DONT grind it either, If you have an oil stone use that or a fine file.
-
16th December 2014, 11:25 PM #6
Senior Member
- Join Date
- Aug 2008
- Location
- Melbourne
- Posts
- 166
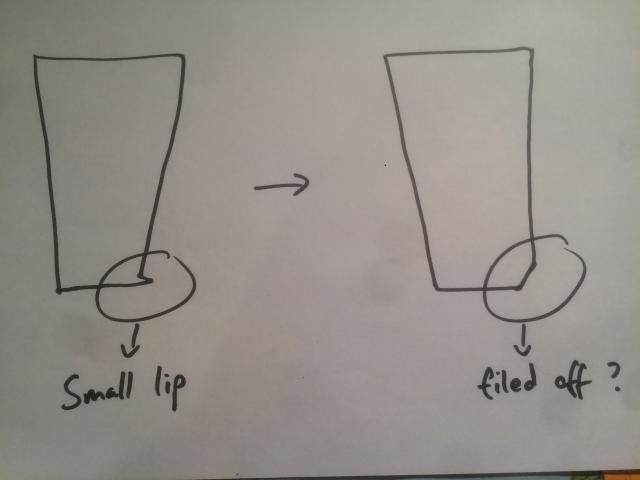
Cool. So I just want to be clear - the lip is around maybe 1/8th of the circumference at the end of the taper. I can predict confidently that I won't be able to just file it back to perfect dimensions, so is there any harm in filing a little TOO much, as diagrammed to exaggerated extent below? I would think logically, there's no problem and it won't affect the function of the taper as it's such a small amount of surface area that may no longer be in contact?
-
16th December 2014, 11:48 PM #7
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Will,
Is that the spline I sent for you to replace the bent shaft? If so, just stone off the high spot and it should be fine.
Ray
-
16th December 2014, 11:56 PM #8
Senior Member
- Join Date
- Aug 2008
- Location
- Melbourne
- Posts
- 166
Hey RayG, yeah that's the one - it's certainly dead straight, so I'm inching my way towards getting this Waldown going! Do you have any insights as to my above question - is filing too much off a concern?
When using a stone, are we talking free-hand, or would I want to try and setup some kind of angled jig?
-
17th December 2014, 12:30 AM #9
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Will,
No just freehand, stone or file it like pipeclay suggested.. The chuck will seat properly if you just get rid of the high spot.
Ray
-
17th December 2014, 06:10 AM #10
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- sydney
- Age
- 64
- Posts
- 3,566
It will not effect anything if that area is bellow the rest of the taper as per your sketch.
-
17th December 2014, 07:56 PM #11
GOLD MEMBER
- Join Date
- Jan 2011
- Location
- Far West Wimmera
- Age
- 63
- Posts
- 2,765
Do as has been suggested, but don't overdo it. Mark the high spot with a marker, fit it gently into the chuck and rotate. Keep removing metal until the marker is not wiped off in the chuck taper. Mark the whole taper and try it in the chuck. This should show the actual contact. Confirmation of a proper fit.
Dean




Similar Threads
-
Sorby spindle master regrind
By Waxman in forum WOODTURNING - GENERALReplies: 4Last Post: 19th September 2014, 09:50 AM -
Lathe spindle taper bearing end playadjusment
By iron bark in forum METALWORK FORUMReplies: 7Last Post: 7th January 2014, 10:37 PM -
Spindle taper size
By TomW in forum THE HERCUS AREAReplies: 5Last Post: 24th May 2012, 05:02 PM -
Triton Spindle Sander Repair Help
By Superbunny in forum TRITON / GMCReplies: 2Last Post: 21st January 2012, 09:50 PM -
Spindle Repair Video
By Greg Q in forum METALWORK FORUMReplies: 50Last Post: 2nd June 2011, 03:16 PM
