

 Thanks: 0
Thanks: 0
 Likes: 0
Likes: 0
 Needs Pictures: 0
Needs Pictures: 0
 Picture(s) thanks: 0
Picture(s) thanks: 0
Results 16 to 30 of 36
Thread: RPM vs material ready reckoner
-
21st August 2011, 12:19 AM #16
 GOLD MEMBER
GOLD MEMBER


- Join Date
- Nov 2007
- Location
- melbourne australia
- Posts
- 2,647

Thanks Dave. I'm off to bed. I'll check them out in the morning.
-
21st August 2011 12:19 AM # ADSGoogle Adsense Advertisement
- Join Date
- Always
- Location
- Advertising world
- Posts
- Many
-
21st August 2011, 12:42 AM #17Dave J Guest
 Originally Posted by jack620
Originally Posted by jack620

Here we go, I hope it works.
Didn't work but after resizing here they are.
Maybe someone could copy,crop and tidy them up a bit?
Dave
-
21st August 2011, 12:52 AM #18Dave J Guest
I copied both metric and imperial, so you wont have to convert them. I think these would be good enough to enlarge and put up behind your lathe.
If you want the full size picture to enlarge, just send me your email and I will send it through for you, and anyone else that needs it, as these ones might not come out great enlarged because of the forum limit on photo's.
Dave
-
21st August 2011, 10:56 AM #19
GOLD MEMBER
- Join Date
- Jan 2011
- Location
- Far West Wimmera
- Age
- 63
- Posts
- 2,765
I think what you mean is when you have shoved the bit of steel in the chuck and you grab the gear levers you want to have some sort of idea about where they should finish up after you stir them around for a bit for a result that is, if not perfect, at least somewhere in the ball park and wont cause catastrophic damage. Originally Posted by jack620
Your idea is agood one although I use the seat of ya pants method myself, I should follow tables but it seems to work. My situation is I bought my lathe about 2 years ago after not touching a lathe for about 15 years and then only to build a woodlathe with the help of the lathes very old owner who used to do it for a living at one time. Woodlathes etc that is. Prior to that in early 80s I worked in Eng firm and used a lathe at times for simple tooling type applications.
Dean
-
21st August 2011, 11:15 AM #20
GOLD MEMBER
- Join Date
- Nov 2007
- Location
- melbourne australia
- Posts
- 2,647
Dave,
thanks a lot for that. I have similar graphs in a book I bought. I find them a bit of a pain to read, hence the desire to tabulate the numbers into a chart that my failing eyesight can easily read. I'll use the graphs you have provided to extract the RPM figures.
Dean,
that's about right, but I have to change belts to change speeds, so I would like to get as close as possible to the optimum speed the first time round.
Regards,
Chris
-
21st August 2011, 12:21 PM #21
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- sydney
- Age
- 64
- Posts
- 3,566
Jack in regards to your question of p--sing people off no it seems to come naturally.
In regards to what your after I will try and guess all the different perameters I can think of that you may have and come up with some type of notes.
One thing you will have to realize is that although you may be using the same material a lot of times,using the same feed,doc,rpm,coolant etc ,the end result may be different,and the sias approach will have to be used.
-
21st August 2011, 01:20 PM #22
Senior Member
- Join Date
- Oct 2008
- Location
- Cairns, Q
- Posts
- 351
Jack620,
I have the metric nomogram in Dave's post 17 blown up to A3 size, laminated, and mounted on the wall behind the lathe. Before getting it laminated I highlighted the diagonal lines for the two or three different materials I use most often in different colours. This makes it much easier to read.
Frank.
-
21st August 2011, 01:27 PM #23
Senior Member
- Join Date
- Apr 2010
- Location
- ringwood vic
- Posts
- 251
G'Day Jack,
Attached is a chart I downloaded years ago, whilst it is not super comprehensive, it's not a bad starting point, hope it's of some use.
Regards,
Martin
-
21st August 2011, 01:43 PM #24
Distracted Member
- Join Date
- May 2010
- Location
- Lower Lakes SA
- Age
- 58
- Posts
- 2,557
Pipeclay, could you explain this term please? Originally Posted by pipeclay
-
21st August 2011, 02:32 PM #25
Member
- Join Date
- May 2010
- Location
- Sydney
- Posts
- 78
300V/d with V = cutting speed in metres/minute and d in mm for diameter of the work (turning) or cutter (milling). Originally Posted by jack620
you could use 314 if you like (Pi), but 300 is good enough.
steel is ~ 30m/min, aluminium double (60), free machining cast iron halve (15). brass ~ 45. Plenty of tables of this data available through google.
That's the basic rule for speeds for high speed steel cutters - multiply by 4 for carbide.
Feed speed ~ rpm * chip per tooth * number of teeth. I usually start with a value of 0.01 mm/rev. The chip load data will come from the cutter manufacturer.
You don't have to be super accurate on this stuff (which is good because most machines don't have infinitely variable speeds) and you get used to doing the sums in your head without too much hassle.
Note, for all above, if you're older than me, you can use ft/min cutting speeds and diameter in inches if you prefer - just use 3 instead of 300
Good luck
-
21st August 2011, 03:55 PM #26
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- sydney
- Age
- 64
- Posts
- 3,566
Bryan,suck it and see,trial and error.
Not all materials will machine the same way all the time.
Many variables come into play.
The formulas are a basis.
General rule the bigger the diameter of material the slower RPM.
The longer the material is will result in different results at times.
The method of work holding will have an effect on the cutting conditions.
Tool wear will have an effect on cutting conditions.
The wear in the machine can have an effect on cutting conditions.
The HP of the machine can have an effect on conditions.
The type of tool material used will have an effect on cutting conditions.
The finish required can have an effect on cutting conditions.
At the end of the day theroy is theroy and practice makes perfect or close to it.
-
21st August 2011, 04:11 PM #27
Distracted Member
- Join Date
- May 2010
- Location
- Lower Lakes SA
- Age
- 58
- Posts
- 2,557
Originally Posted by pipeclay

-
21st August 2011, 04:25 PM #28
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Chris,
I use that same chart that Dave posted as a guide.
But as PC has been (politely?) pointing out there are a lot of variables, all the ones he mentioned plus a lot more.
One I can't get my head around is the differences between machines, what works on one machine won't necessarily work on another, issues like vibration, tool deflection, horsepower, machine rigidity and so on. As an example, I get good results on mild steel using carbide inserts that are intended for Aluminium, On a big, rigid, high power CNC machine the results would be different.
Type of coolant and coolant system also plays a big part. That's another topic altogether.
What I'd like to see in a chart is surface feet per minute versus material type and then vary that with coolant system type and machine size, versus cutter type.
Regards
Ray
PS Here's a good quote... "In theory, theory and practice are the same, in practice they aren't" Yogi Berra
-
21st August 2011, 08:51 PM #29
GOLD MEMBER
- Join Date
- Jan 2011
- Location
- Far West Wimmera
- Age
- 63
- Posts
- 2,765
Nearly 30 years ago I saw CNC lathes doing what I would consider massive cuts, in the region of 3mm depth at a speed that defies logic. Your hand wheel would be a blur. They were rigid, precise and used the best quality carbide tips and huge amounts of coolant. My lathe would have a fit if I tried anything loke that and it is a heavy old lathe. Has a lot of wear tho.
Carbides can vary a huge amount. The cheap plain carbides that come with the sets of 9 tools from most suppliers, do not handle vibration. I had issues with tool post vibration and these tips did not work. They just chipped constantly. I got hold of a couple of seco holders and tips and these were fine. Now I have fixed the problem the others work much better. The point is there are many variables.
Dean
-
21st August 2011, 11:36 PM #30
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Chris,
Here is a table of HSS speeds, maybe you could do an iPhone app to enter cutter/work diameter, and display range of surface speeds converted to rpm.
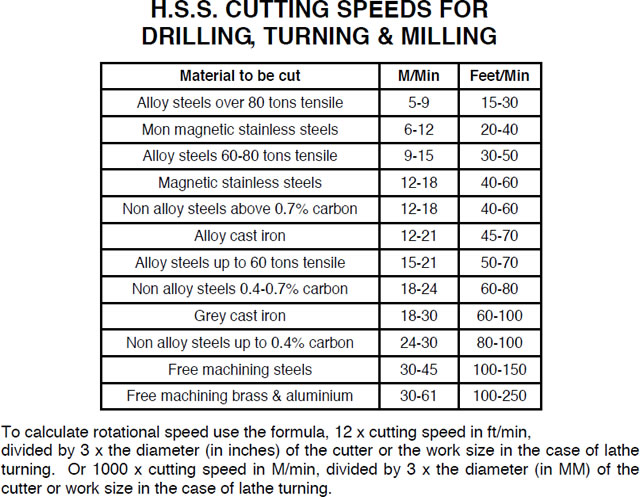
Regards
Ray



Similar Threads
-
Getting ready
By lonesomebob in forum CLOCKSReplies: 1Last Post: 25th August 2008, 03:10 PM -
I am ready
By Wongo in forum NOTHING AT ALL TO DO WITH WOODWORKReplies: 20Last Post: 8th January 2007, 04:36 PM -
Not really ready for this, yet!
By BernieP in forum WOODTURNING - GENERALReplies: 9Last Post: 12th November 2006, 06:51 PM -
Ready to buy!
By gsouth in forum ROUTING FORUMReplies: 19Last Post: 6th October 2005, 06:38 PM -
Ready, set, GO...............
By ubeaut in forum A Woodies YarnReplies: 8Last Post: 7th August 2005, 09:18 PM
