

 Thanks:
Thanks:  Likes:
Likes:  Needs Pictures:
Needs Pictures:  Picture(s) thanks:
Picture(s) thanks:
Results 1 to 15 of 16
Thread: Self drilling taps
-
26th June 2015, 11:05 PM #1
 Senior Member
Senior Member


- Join Date
- Feb 2013
- Location
- Laidley, SE Qld
- Posts
- 368
 Self drilling taps
Self drilling taps
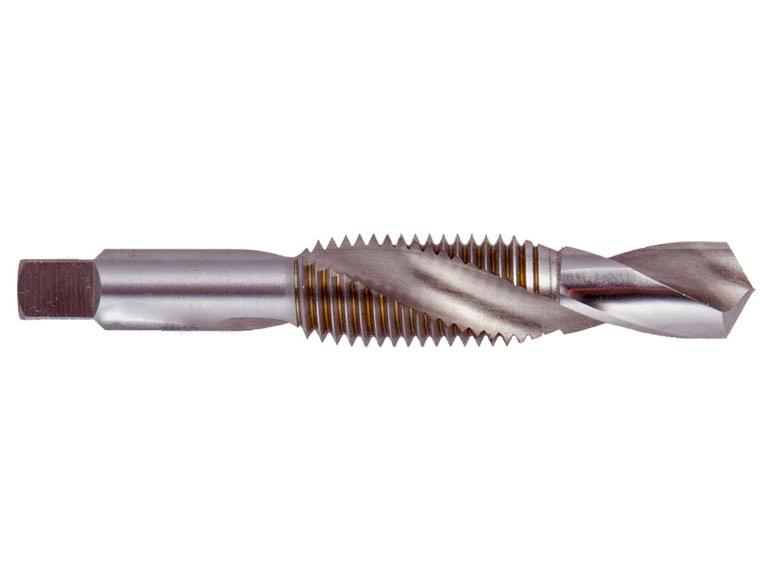
I bought these M8 and M10 self drilling taps off ebay to have a look at recently.
What is the purpose of the point on the end, its not going to assist in drilling the hole?
Any thoughts on how they are used?


-
26th June 2015 11:05 PM # ADSGoogle Adsense Advertisement
- Join Date
- Always
- Location
- Advertising world
- Posts
- Many
-
26th June 2015, 11:17 PM #2
Golden Member
- Join Date
- Sep 2012
- Location
- Yorkshire UK
- Posts
- 733
 Originally Posted by bob ward
Originally Posted by bob ward

Hi Bob,
A few years back I had a sales representative from a tool manufacturer call to demonstrate some of those "self drilling taps" ! He actually left me a couple of them. No they don't drill the hole as such. They are intended to open out an existing hole to the correct tapping size.
The idea being that nominal sized holes slightly off position could be threaded by an unskilled operator.
After we broke several of his taps using a drill press and reversing tapping head the representative went away, not to be seen or heard from again. The tool company that he came from sent me, FOC a set of metric taps. I still have some of them. Best Regards:
Best Regards:
BaronJ.
-
26th June 2015, 11:20 PM #3
Philomath in training
- Join Date
- Oct 2011
- Location
- Adelaide
- Age
- 59
- Posts
- 3,149
They are a spiral flute tap. Self drilling taps have an end that looks like a drill bit on them (as per the picture). The point on the end of those does not really have a purpose - it is probably there to aid manufacture.
Very handy for bulk tapping, especially with a tapping head.
Michael
-
26th June 2015, 11:22 PM #4
GOLD MEMBER
- Join Date
- May 2011
- Location
- Murray Bridge SA
- Posts
- 3,339
So they're not worth buying??????
Kryn
-
26th June 2015, 11:37 PM #5
Golden Member
- Join Date
- Sep 2012
- Location
- Yorkshire UK
- Posts
- 733
Hi Michael, Originally Posted by Michael G
The problem that I / we (the rep) found was that there is a conflict between the tapping head clutch setting for drilling and tapping. Set the clutch for tapping and you couldn't apply as much down force on the drill. So drilling took a lot longer. Set the clutch tighter and you broke the tap. These drill taps are really only any good when used with CNC machines where you can independently control the drilling and tapping parameters.Best Regards:
BaronJ.
-
26th June 2015, 11:42 PM #6
 Super Moderator
Super Moderator
- Join Date
- Jan 2004
- Location
- Mackay Qld
- Posts
- 3,466
I believe they are machine taps and clear their own swarf ( to a degree )
The ones I have used required about a third of the force needed by the straight groove taps.
Grahame
-
27th June 2015, 01:26 AM #7
Blacksmith, Cabinetmaker, Machinist, Messmaker
- Join Date
- Dec 2011
- Location
- Canberra
- Age
- 40
- Posts
- 4,467
Spiral flute taps, not as robust us hand taps or gun nose but they push the chip (wire really) up out the flutes. Best for blind holes, use gun nose for through holes. They do not need to be backed out of the cut to break the chip like with a hand tap, just drive them in. In fact backing them out will mean the chip does not come out properly. In all seriousness, does anyone still buy hand taps?
1915 17"x50" LeBlond heavy duty Lathe, 24" Queen city shaper, 1970's G Vernier FV.3.TO Universal Mill, 1958 Blohm HFS 6 surface grinder, 1942 Rivett 715 Lathe, 14"x40" Antrac Lathe, Startrite H225 Bandsaw, 1949 Hercus Camelback Drill press, 1947 Holbrook C10 Lathe.
-
27th June 2015, 01:58 AM #8
GOLD MEMBER
- Join Date
- Jun 2007
- Location
- sydney
- Age
- 65
- Posts
- 3,566
I still do as a lot of the sizes I use are far to expensive in spiral form or gun nose if available.
-
27th June 2015, 08:49 AM #9
Member
- Join Date
- Mar 2014
- Location
- Norway
- Posts
- 53
I buy hand taps when I see them second hand. I only buy industrial HSS hand taps. I use these for thread repair more than cutting threads. I have spiral taps and machine taps which I prefer for cutting threads from scratch. A good quality hand tap is still a decent investment for the average hobby machinist. Originally Posted by Ueee
Paul.
-
27th June 2015, 02:33 PM #10
Senior Member
- Join Date
- Jul 2012
- Location
- Griffith NSW
- Posts
- 257
My school does, we cant afford to use machines for tapping, nor can all the kids use the required machines. Originally Posted by Ueee
-
27th June 2015, 03:33 PM #11
Super Moderator
- Join Date
- Jan 2004
- Location
- Mackay Qld
- Posts
- 3,466
The tap is definitely not one for use in a school.Trust me on this. Originally Posted by scottyd
Maybe one student in ten could be relied upon to use the tap properly and not break it.
Crikey! Kids just using ordinary taps is a PITA. My strategy was always to design projects that required a fairly big diameter tap as using the smaller ones meant they would just snap them like carrots.
As an experienced user you will begin to appreciate it when a spiral tap is just so much easier to use.
As far as the drill tap shown, I have a set of them ,bought to drill and tap holes for wooden battens to a steel frame gate.
I used a M6x1 to drill and tap a couple of hundred holes with the battery drill.Well worth the money in this case as it was a real time time saver.
-
27th June 2015, 10:03 PM #12
Intermediate Member
- Join Date
- Jul 2012
- Location
- Malvern East
- Posts
- 40
its the reverse centre
The reason for the point on the end of a spiral flute gun tap is to support the end of the tap during the grinding process the spirals are ground in in one operation and the end of the tap deflects too much so instead of a centre drill the end of the tap is supported on a male centre
Anca grinding machines can spit one out in under 30 seconds
Bruce
-
13th July 2015, 05:00 AM #13
SENIOR MEMBER
- Join Date
- Nov 2010
- Location
- Gippsland Victoria
- Posts
- 706
hand taps
I buy hand taps but I don't really know much about what I'm doing yet. Originally Posted by Ueee
Should I be buying these spiral flute taps instead ?
Bill
-
13th July 2015, 08:02 AM #14
Philomath in training
- Join Date
- Oct 2011
- Location
- Adelaide
- Age
- 59
- Posts
- 3,149
It's a personal preference but I'd suggest not - as Ewan says, they are a little more fragile so the likelihood of snapping one off is increased. Originally Posted by steamingbill
Once you are confident that you are tapping square and you can judge the resistance of the tap well then try one.
I have metric spiral flute taps that I use reasonably often for hand tapping but still use straight flute taps for smaller holes and other thread forms. For the ones and twos that I do, there is no great time saving. I did use a tapping head with a M6 spiral flute tap for 80 or so holes and that was like magic!
Michael
-
13th July 2015, 11:54 AM #15
SENIOR MEMBER
- Join Date
- Aug 2012
- Location
- Australia
- Posts
- 521
As Ew said initially, spiral taps are great for blind holes. Given the full-depth (70% or so ref Stuart
 ) thread starts a lot earlier on the tap than say a gun or standard tap you can tap holes blind holes a lot deeper with good thread penetration.
) thread starts a lot earlier on the tap than say a gun or standard tap you can tap holes blind holes a lot deeper with good thread penetration.
They also look mighty cool when using them..
tapping_head_action.jpg





Similar Threads
-
Which Taps would you buy?
By ventureoverland in forum METALWORK FORUMReplies: 29Last Post: 30th June 2014, 08:32 PM -
BA taps
By morrisman in forum METALWORK FORUMReplies: 9Last Post: 23rd September 2011, 05:16 PM -
Taps
By Ed Reiss in forum WOODTURNING - GENERALReplies: 38Last Post: 15th May 2011, 07:27 PM
