

 Thanks: 0
Thanks: 0
 Likes: 0
Likes: 0
 Needs Pictures: 0
Needs Pictures: 0
 Picture(s) thanks: 0
Picture(s) thanks: 0
Results 1 to 15 of 20
Thread: Threading with no chase dial !
-
18th March 2012, 04:59 PM #1

 GOLD MEMBER
GOLD MEMBER


- Join Date
- Jul 2008
- Location
- near Warragul, Victoria
- Posts
- 2,500
 Threading with no chase dial !
Threading with no chase dial !
Hi
Been reading up on how this Hendey lathe cuts threads without a chasing dial .
Easiest thing is to scan 2 pages from the manual
Looks like the lead screw drive mechanism has 3 positions ..forward neutral and reverse . The lower shaft has stops on it , the stops disengage the lead screw feed mechanism and knock it out of drive . When thread cutting , you simply use a lever just below the carriage and reverse the carriage direction .
MIKE
-
18th March 2012 04:59 PM # ADSGoogle Adsense Advertisement
- Join Date
- Always
- Location
- Advertising world
- Posts
- Many
-
18th March 2012, 06:09 PM #2
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Mike,
I have a chase dial, but don't use it, just reversing each time is a pretty standard way of doing it.
Does your have the quick retract mechanism?
Regards
Ray
-
18th March 2012, 06:33 PM #3
SENIOR MEMBER
- Join Date
- Jun 2011
- Location
- Australia east coast
- Age
- 71
- Posts
- 1,469
Single tooth dog clutch in the drive train, exactly the same as my Monarch. It works for power feeds too (at least mine does) so you can set it for turning to a shoulder or blind inside bore and no longer sweat over a crash. I love it, that & the taper attachment was why I bought the lathe. Well, the ability to peel metal off fast didn't hurt either. Originally Posted by morrisman
Originally Posted by morrisman

You're going to love that Hendey once you have it sorted.
PDW
-
18th March 2012, 08:01 PM #4
Blacksmith, Cabinetmaker, Machinist, Messmaker
- Join Date
- Dec 2011
- Location
- Canberra
- Age
- 40
- Posts
- 4,467
Well now, this is very interesting. I've always wondered hot the clutch worked in the head of mu Conrik, and always thought i was missing some parts, but until seeing Mikes book with the Hendey reverser pictured i never new. What do you guys think? Not sure about a "path" for the control arm, but i'll have to look under the head.


This mystery part also came in the box of bits with the lathe. Now i can look at it in a new light and see if it fits anywhere.

Ewan
-
18th March 2012, 08:31 PM #5
Turning useful pieces of steel into scrap metal.
- Join Date
- Jun 2010
- Location
- Riverina, NSW, Australia
- Age
- 68
- Posts
- 134
Why don't you use the chasing dial if you have one? Originally Posted by RayG
Turning useful pieces of steel into scrap metal.
-
18th March 2012, 08:47 PM #6
GOLD MEMBER
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 6,132
Hi Metmachmad, Originally Posted by Metmachmad
The chasing dial doesn't work for metric threads on the CQ6250... so I just got used to not using it..
Regards
Ray
-
18th March 2012, 08:57 PM #7
GOLD MEMBER
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 7,775
Hi Ewan,
If its a single toothed clutch and it turns 1:1 with the spindle, I'd say you have a winner.
Stuart
-
18th March 2012, 11:00 PM #8
Turning useful pieces of steel into scrap metal.
- Join Date
- Jun 2010
- Location
- Riverina, NSW, Australia
- Age
- 68
- Posts
- 134
That makes sense! Originally Posted by RayG
Turning useful pieces of steel into scrap metal.
-
19th March 2012, 06:49 PM #9
Senior Member
- Join Date
- Apr 2008
- Location
- NSW
- Posts
- 356
A modern lathe with a foot brake does not need a chasing dial and you don't disengauge the half nuts until the thread is finished . Just hit the foot brake at the end of the thread and the lathe stops dead . If you want to cut up to a shoulder without a relief cut then withdraw the tool as you brake. With a relief cut , after braking , withdraw the tool move the stop start lever to reverse and reverse out to the start then reset tool depth and go forward. For an instant reversing 3 phase motor you don't need a foot brake just slam it into reverse as you back out the tool but it does not always stop as dead on as using a foot brake.
The volume of a pizza of thickness 'a' and radius 'z' is given by pi z z a.
-
19th March 2012, 07:37 PM #10
SENIOR MEMBER
- Join Date
- Jun 2011
- Location
- Australia east coast
- Age
- 71
- Posts
- 1,469
Try that threading a blind internal bore something like 4 tpi at 120 rpm. Let me know how you get on.... Originally Posted by Retromilling
Also put on a fine feed on a long cut and bugger off to do something else. Get distracted and see how you go.
I've used a modern lathe with foot operated spindle brake. Give me my Monarch single tooth dog clutch any day.
PDW
-
19th March 2012, 08:12 PM #11
Blacksmith, Cabinetmaker, Machinist, Messmaker
- Join Date
- Dec 2011
- Location
- Canberra
- Age
- 40
- Posts
- 4,467
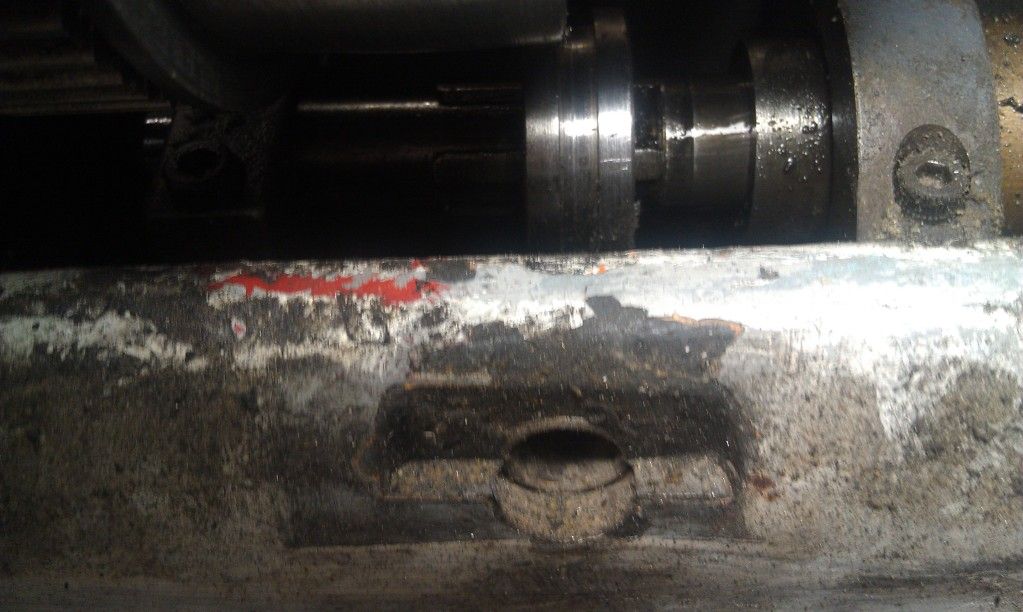
I found some pics on PM of a guy who rebuilt a cone head hendey. I was amazed to see how simple the dog clutch is. Not really 2 mating parts like a "typical" toothed dog clutch, Just a "tooth" on each face, so the clutch has positive drive in either direction but about 3/4 of a turn play. Here was me expecting a single tapered tooth and a mating part. I guess the idea of having so much play is for ease of engagement.
Can the Hendey and Monarchs clutch's be engaged whilst the machine is turning?
As i said i am missing parts from my lathe, if it did have a reverse and clutch mechanism like the Hendey then all 3 gears and both clutches are gone. What you see is what i got.
Ewan
-
19th March 2012, 08:21 PM #12
GOLD MEMBER
- Join Date
- Jul 2008
- Location
- near Warragul, Victoria
- Posts
- 2,500
play
Hi Ewan Originally Posted by Ueee
Yes I've noticed the large amount of play in the threading drive train .... weird sort of thing , normally you don't want lots of free play in a drive line .
Mike
-
19th March 2012, 08:27 PM #13
Blacksmith, Cabinetmaker, Machinist, Messmaker
- Join Date
- Dec 2011
- Location
- Canberra
- Age
- 40
- Posts
- 4,467
Mike, Originally Posted by morrisman
I've just trawled through my history and found the PM thread. The pic of the clutch is about half way down. Hendey 14 by 6 Tie-Bar Rehab - Page 2
Ewan
-
19th March 2012, 08:35 PM #14
SENIOR MEMBER
- Join Date
- Jun 2011
- Location
- Australia east coast
- Age
- 71
- Posts
- 1,469
Most certainly can. There's an upper speed limit because things will go 'crunch' in a not nice way, but my std practice is to engage, let the feed happen until the stop cams the clutch out, back out the tool then if threading, reverse using the apron lever. If turning, I manually wind back the carriage and then re-engage. If threading you need a run-out groove if you're not going to be paying attention & back the tool out. Originally Posted by Ueee
The only thing I'd really like is rapid feeds to get back for the next cut as some of the modern machines have. I've never seen one with rapids and a single tooth dog clutch, but no doubt they exist.
PDW
-
19th March 2012, 08:36 PM #15
Philomath in training
- Join Date
- Oct 2011
- Location
- Adelaide
- Age
- 59
- Posts
- 3,149
I don't know about a Hendy but a CVA can engage the clutch while going (although it is suggested not to do this at high revs - although I normally thread around 80rpm and this is fine). I'd guess that means a Monarch can too.
Michael
Attachment 201922



Similar Threads
-
The Chase
By joe greiner in forum WOODIES JOKESReplies: 0Last Post: 6th June 2008, 11:55 PM -
Car Chase
By wheelinround in forum MOTOR VEHICLESReplies: 28Last Post: 23rd October 2007, 07:02 PM -
chase lounge dimentions???
By brian mcmillan in forum WOODWORK - GENERALReplies: 3Last Post: 27th September 2007, 10:01 PM
